Способ управления циклом работысиловой головки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 835662
Авторы: Волчкевич, Крыжановский, Пестунов


Текст
р 11838662 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Сооетскик Социалистических Республик(22) Заявлено оединением заявки(71) Заявител овогр РАБОТЪ СИЛОВ(54) СПОСОБ УПРАВЛЕНИЯ ЦИК ГОЛОВКок и оптимизации олостых пе еме еительдачи иих с превы- орость го споатчик 2, подачи а холос 1Изобретение относится к машиностроению, в частности к агрегатному станкостроению, и может быть использовано в разных отраслях общего станкостроения.Известен способ управления циклом работы силовой головки, заключающийся в том, что в процессе обработки осуществля. ют активный контроль величины нагрузки на инструмент, и при возврате инструмента в положение, соответствующее моменту отвода, перед быстрым отводом производят размыкание цепи рабочей подачи инструмента и фиксирование ее элементов относительно корпуса головки, а по окончании быстрого подвода цепь рабочей подачи расфиксируют и замыкают, при этом быстрый подвод осуществляют на жесткий упор 1.Существующий способ управления циклом работы силовой головки не позволяет сократить внутрицикловые потери, связанные с недобегом инструмента прибыстром подводе его к обрабатываемой детали, и перебегом при отводе по окончании обработки. Эти потери, например, для плоскокулачковых силовых головок доходят до 15% времени цикла,Целью изобретения является повышение производительности агрегатных станков путем сокращения внутрицикловых потерь времени силовых головв приводе подачи и х щний.Это достигается тем, что дополн5 но измеряЮт нагрузки в приводе похолостых перемещений, сравниваютпрограммными значениями и пришенин любой из них снижают скпоступательного движения.10 Предложенный способ иллюстрируетсячертежом. Для осуществления предлагаемособа в приводе подачи 1 встроен д 15 измеряющий нагрузку на приводкак в процессе обработки, так и н тых перемещениях, Сигнал датчика 2, пропорциональный нагрузке, поступает на блок сравнения 3, в котором происходит 20 сравнение сигналов датчика 2 и блока 4управления циклом работы силовой головки. Выходной сигнал блока 3 поступает на блок 5 бесступенчатого регулирования скоростью поступательного перемещения пиноли 6 силовой головки. Датчик 7 момента резания регистрирует величину нагрузки на инструмент (на чертеже не показан) в цепи главного движения. Сигнал датчика 7 поступает на блок 5, который изменяетподачу пиноли 6 в сторону поддержания оп835662 Формула изобретения Составитель В. Алексеенко Техред И. Заболотнова Корректор Р. Беркович Редактор Т. Клюквна Заказ 1022/3 Изд. Мо 393 Тираж 1148 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий Типография, пр. Сапунова, 2 втимальной нагрузки на инструменте в процессе обработки по моментурезания (Мр).Цикл работы силовой головки начинается с ускоренного подвода пиноли 6. В это время блок управления 4 выдает сигнал на блок сравнения 3, величина которого соответствует определенной нагрузке в приводе подачи на холостом ходу. Ускоренный подвод пиноли 6, которая несет инструмент, осуществляется до тех пор, пока на датчике 2 не появится сигнал, величина которого будет несколько превышать величину сигнала блока управления 4, Этот момент может соответствовать, наппример, моменту касания инструментом поверхности обрабатываемой детали. По достижении контакта инструмента и детали происходит увеличение нагрузки приво,да подачи, что приводит к появлению вы.ходного сигнала на блоке сравнения 3, который, в свою очередь, снижает скорость поступательного перемещения инструмента до величины рабочей подачи. В этот момент блок управления 4 включает в работу датчик 7 момента резания и изменяет уровень своего выходного сигнала, величина которого соответствует оптимальной величине нагрузки по крутящему моменту, Изменение нагрузки на инструменте приводит к изменению уровня выходного сигнала датчика 7, который поступает на блок 5 и регулирует величину подачи в сторону обеспечения оптимальной нагрузки, заданной блоком 4.В процессе обработки происходит контролирование величины М и нагрузки в приводе подачи датчиками 7 и 2, При превышении уровня сигнала датчика 2 над сигналом блока управления 4 происходит 5 уменьшение подачи до тех пор, пока величина сигнала датчика 2 не станет меньше величины сигнала блока 4. При исчезновении сигнала датчика 2 блоком 4 подается команда блоку 5 бесступенчатого регули рования скоростью пиноли 6 на реверсирование. Осуществляется ускоренный отвод пиноли в исходное положение. Цикл работы головки заканчивается.Аналогично силовая головка может 15 обеспечивать цикл глубокого сверленияс промежуточными выводами. 20 Способ управления циклом работы силовой головки агрегатного станка, при котором осуществляют активный контроль величины нагрузки на инструмент и управление циклом работы по контролируемой 25 нагрузке, отличающийся тем, что, сцелью повышения производительности, дополнительно измеряют нагрузки в приводе подачи и холостых перемещений, сравнивают их с программными значениями и при превышении любой из них снижают поступательного движения.Источники информации,принятые во внимание при экспертизе 1, Авторское свидетельство СССР 35534315, кл. В 23 В 47/24, 1973.
СмотретьЗаявка
2619322, 25.05.1978
КИРОВОГРАДСКИЙ ИНСТИТУТ СЕЛЬСКОХОЗЯЙ-СТВЕННОГО МАШИНОСТРОЕНИЯ
ВОЛЧКЕВИЧ ЛЕОНИД ИВАНОВИЧ, ПЕСТУНОВ ВЛАДИМИР МИХАЙЛОВИЧ, КРЫЖАНОВСКИЙ ВЛАДИМИР АНДРЕЕВИЧ
МПК / Метки
МПК: B23B 47/24
Метки: головки, работысиловой, циклом
Опубликовано: 07.06.1981
Код ссылки
<a href="https://patents.su/2-835662-sposob-upravleniya-ciklom-rabotysilovojj-golovki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления циклом работысиловой головки</a>
Устройство для задержки сигнала датчика контроляна время,

Номер патента: 326741
Опубликовано: 01.01.1972
Автор: Специальное
МПК: G05B 19/02
Метки: время, датчика, задержки, контроляна, сигнала
...изобретения - осуществление регулируемой дискретности контроля независимо от скорости движения объекта. Достигается она тем, что предлагаемое устройство содержит инвертор и схему запрета, причем выход инвертора соединен со входом переключателя, а вход - со входной шиной; выходы регистров сдвига подключены ко входам схемы запрета, выход которой является выходом устройства.На чертеже приведена блок-схема устрой- ств состоит из инвертора 1, перерегистров сдвига, регистра 3 10 Диск вращается с помощью передачи в соответствии с движением контролируемого объекта. При введении в щель между катушками базовой и коллекторной обмоток зубца диска уменьшается коэффициент обратной 15 связи, что вызывает срыв генераций, Сигналдатчика...
Устройство для преобразования сигнала датчика магнитной восприил1чивости

Номер патента: 327431
Опубликовано: 01.01.1972
Авторы: Институт, Молчанов, Нехорошков, Ордена, Пономарев
МПК: G01V 3/18
Метки: восприил1чивости, датчика, магнитной, преобразования, сигнала
...или какой-либо иной конструкции.Устройство действует следующим образом.Когда датчик находится в немагнитной сре де, его индуктивное,и активное сопротивлениясоответственно равны индуктивному и активному сопротивлениям коипенсационного элемента. Отфильтрованное от четных гармоник напряжение основной частоты подводится к 15 клеммам 5, б. Так как, благодаря идентичносги обеих плеч, нагрузка по переменному таку во ьсе полупериеды одинакова, то четные гармоники, которые компенсируются и в точках 5, б, отсутспвуют. Если датчик попадает в маг нигную среду, его индукгианое сопротивлениеувеличяваегся, а у компенсационного элемента остается,прежним. Следовательно, в одном из полупериодов ток в цепи больше, чем во втором, т. е. в точках 5 и б...
Преобразователь сигнала датчика в управляющий сигнал
Номер патента: 372442
Опубликовано: 01.01.1973
Авторы: Вител, Литвин, Маликов, Самойленко, Смирнов
МПК: G01D 5/12
Метки: датчика, сигнал, сигнала, управляющий
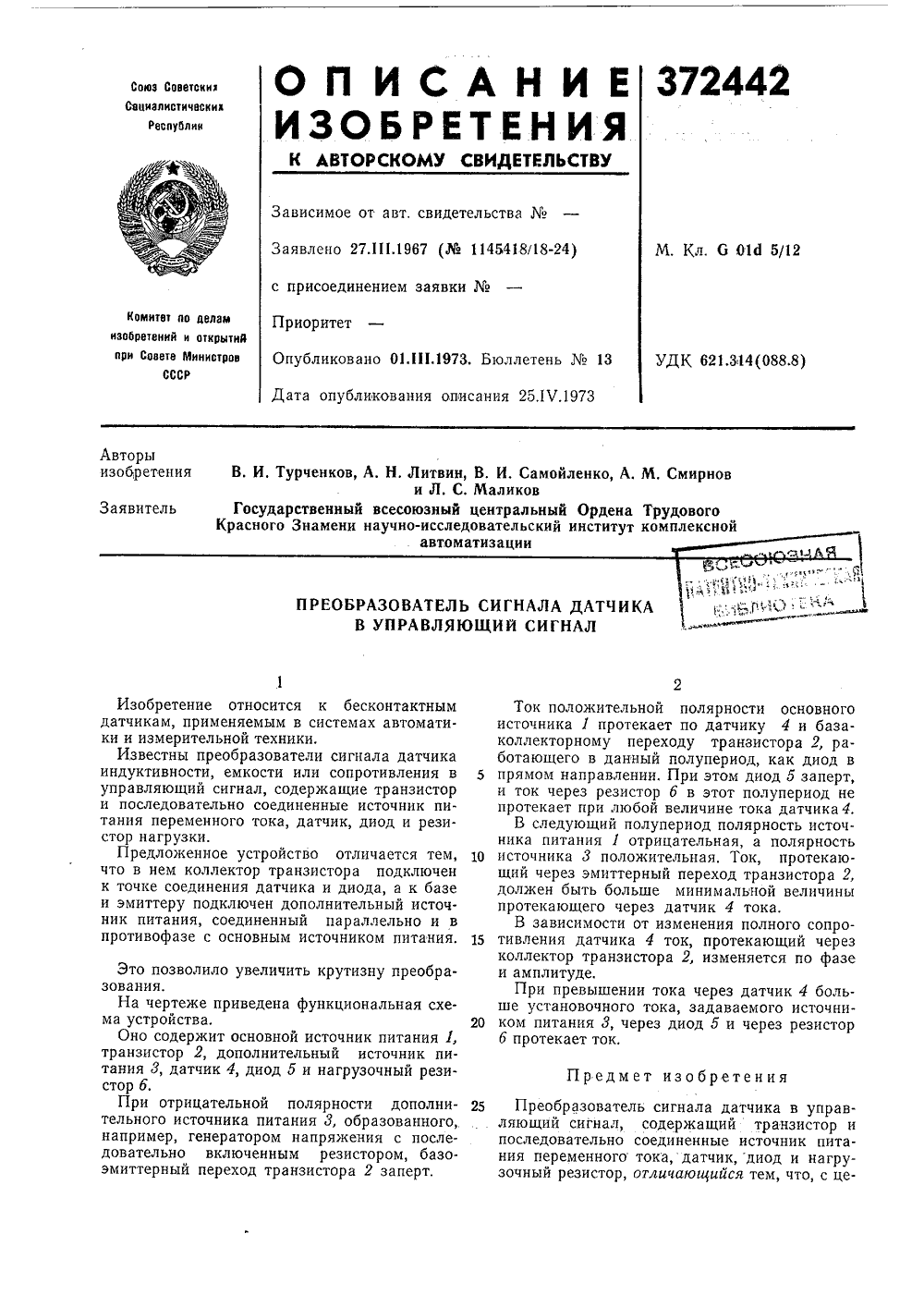
...диод и резистор нагрузки.Предложенное устройство отличается тем, что в нем коллектор транзистора подключен к точке соединения датчика и диода, а к базе и эмиттеру подключен дополнительный источник питания, соединенный параллельно и в противофазе с основным источником питания,Это позволило увеличить крути рзования.На чертеже приведена функциональнама устройства,Оно содержит основной источник питатранзистор 2, дополнительный источитания 3, датчик 4, диод 5 и нагрузочныистор б,При отрицательной полярности дотельного источника питания т, образовнапример, генератором напряжения сдовательно включенным резистором,эмиттерный переход транзистора 2 зап ральныи Ордена Трудовогоельский институт комплекснойации Ток положительной полярности...
Преобразователь сигнала датчика углового перемещения в сигнал колебания угловойскорости

Номер патента: 423044
Опубликовано: 05.04.1974
Автор: Китра
МПК: G01P 3/52
Метки: датчика, колебания, перемещения, сигнал, сигнала, углового, угловойскорости
...генератор пилообразного напряжения 4 с синхронизирующим звеном 5. Преобразователь рразом.Датчик углового перемещения 6 при вращении измеряемого ооьекта выдаст пилооб разное напряжение, частота которого пропорциональна частоте вра 1 ценпя ва; а, а мгновенные значения амплитуды пропорциональны величине поворота вала. При неравномерности вращения вала сигнал датчика 6 (в О пределах одного оборота вала) возрастаетнепрямолинейно. Генератор пилообразного напряжения 4, вьшолнснньш на основе блокинг-генератора или мультивибрагора, генерирует пилообразное напряжение, частота которого синхронпзируется сигналом датчика 6 через синхронизпрующее звено 5, которое выполнено в виде дифференцирую 1 цен цепочки, дающей кратковременные импульсы,...
Способ определения диапазона линейности работы блока фотоэлектронного умножителя

Номер патента: 746366
Опубликовано: 05.07.1980
Авторы: Померанцев, Соколовская
МПК: G01T 1/202
Метки: блока, диапазона, линейности, работы, умножителя, фотоэлектронного
...отклонением, не превышаю.щим погрешности измерений 3%). Следовательно, в указанном диапазоне напряженийФЭУ - 82 работает в линейном режиме.Преимушеством метода являешься его универсальность, то есть пригодность для импульсного и токового режимов ФЗУ.Для работы ФЗУ в двух режимах повышается точность измерений, связанная с тем,что нри измерении отношений двух сигналовисключается ошибка, связанная с непропорциональностью величины сигналаэнергии гаммаквантов. Способ применим для любых спектрометрических ФЭУ, может испольэовать различ.ные по природе сцинтилляционные детекторы. 3цейцости является новый. параметр - отцоше.ние двух, отличающихся по величине, сигналов,Предлагаемый способ работоспособен приработе ФЭУ, как в импульсном, так и...
Предыдущий патент: Ручная сверлильная машина
Следующий патент: Шаговый способ обработки криволи-нейных поверхностей
Случайный патент: Нажимы при резцовом патроне в пропускном строгальном станке