Способ изготовления фасонных профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 793670
Авторы: Губайдулин, Моисеенков, Солод, Чуманов, Шульгин

Текст
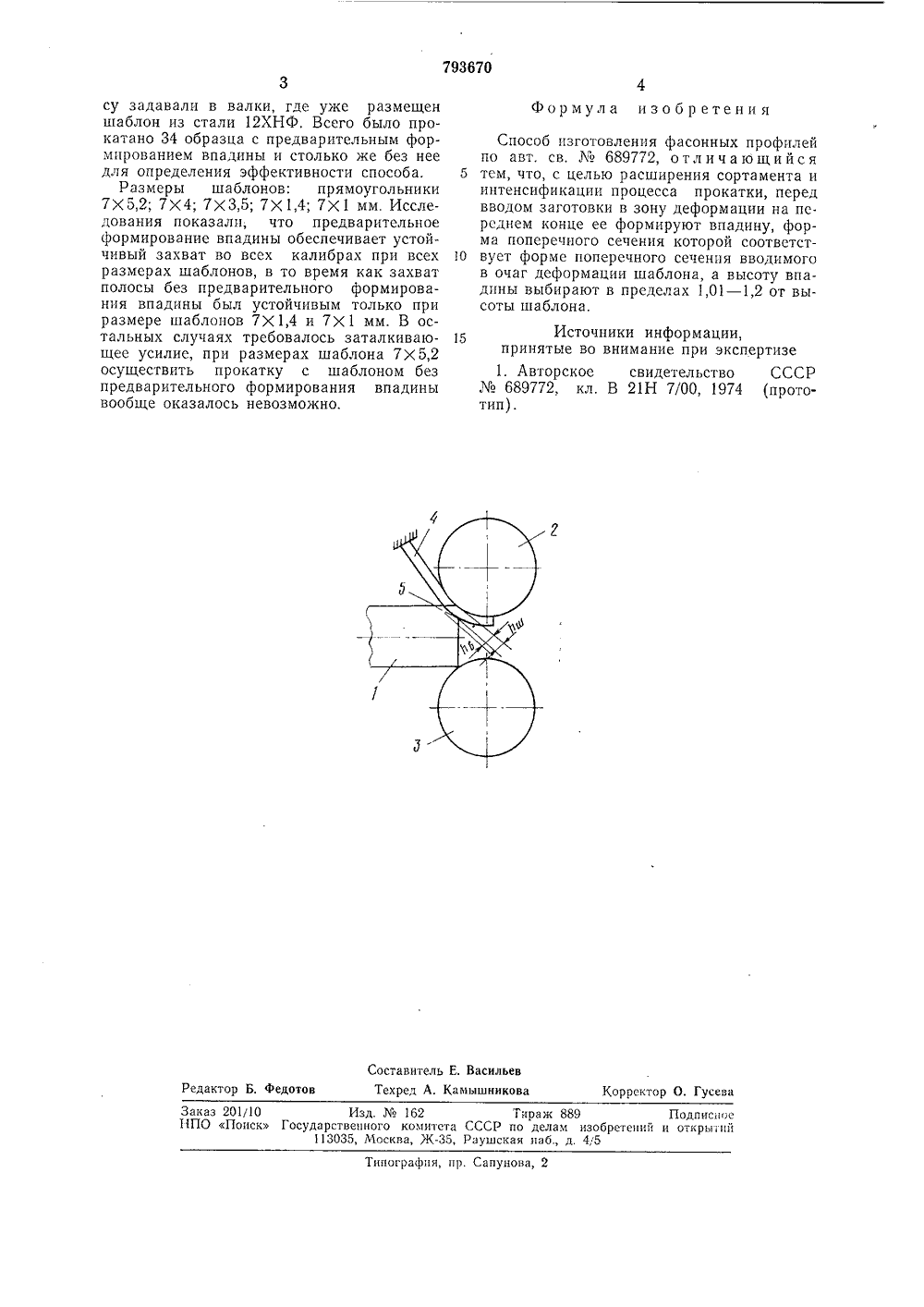
щ 793670 Союз Советских Социалистических Республик(51 л.В 21 В 1/00В 21 Н 7/00В 210 5/12 исоединением заявкиПриоритет Государственныи комитет СССР(43) Опубликовано 07.01,81. Бюллетень1 (45) Дата опубликования описания 07.01.81 о делам изобретений и открыт(71) Заявител рдена Трудового Красног олитехнический институт нецки) СПОСОБ ИЗГОТОВЛЕ Изобретение относится к технологии продольной прокатки особо сложных фасонных профилей на сортовых станах.Известен способ изготовления фасонных профилей по основному авт. св.689772 5 1, согласно которому в зону деформации полосовой заготовки в валках между заготовкой и одним из валков вводят шаблон в виде ленты переменного поперечного сечения, 10Недостатком известного способа является ограниченный сортамент изготавливаемых профилей ввиду ухудшений условий захвата заготовки.Описываемый способ изготовления фасон ных профилей является дальнейшим развитием способа по основному изобретению, позволяет расширить сортимент профилей и интенсифицировать процесс прокатки.Он отличается тем, что перед вводом заго товки в зону деформации на переднем конце формируют впадину, форма поперечного сечения которой соответствует форме поперечного сечения вводимого в очаг деформации шаблона, а высоту впадины выбира ют в пределах 1,01 - 1,2 от высоты шаблона. Благодаря этому заготовка при захвате контактирует с обоими валками.На чертеже показана схема контакта заготовки с шаблоном и валком, 30 СОННЫХ ПРОФИЛЕЙ Заготовку 1 вводят в зону деформации, образуемую валками 2 и 3, а также шаблоном 4. При этом на переднем конце заготовки предварительно формируют впадину 5. Форма поперечного сечения которой аналогична форме поперечного сечения шаблона, а глубина впадины /т, в радиальном направлении к центру валка больше высоты (толщины) шаблона Ьш в 1,01 - 1,2 раза. При(1,01, т. е. когда й,(йш, захватдшбудет затруднен, хотя и в меньшей степени, чем в случае отсутствия впадины. Знавчение =1,2 можно считать предельным,дт. к. такие глубины достаточны для обеспечения устойчивого захвата заготовки при прокатке профилей с поднутрением (типа ласточкпного хвоста). Опыты, проведенные на полупромышленном стане 250, показали, что дальнейшее увеличение Й, практически не оказывает влияния на захват полосы, но повышает энергозатраты на формирование впадины.Проводили лабораторные испытания способа на стане 250.Прокатывали полосы из стали Ст. 3 в ромбических и круглых калибрах. Предварительно на полосе путем фрезерования формировали впадину. После нагрева поло793670 Формула изобретения Составитель Е. ВасильевРедактор Б. Федотов Техред А, Камышиикова Корректор О. Гусева/10 Изд.162 Тираж 889 Подписное пск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская паб., д. 4/5 Заказ11 ПО Типография, пр. Сапунова,су задавали в валки, где уже размещен шаблон из стали 12 ХНФ. Всего было прокатано 34 образца с предварительным формированием впадины и столько же без нее для определения эффективности способа.Размеры шаблонов: прямоугольники 7 Х 5,2; 7 Х 4; 7 ХЗ,5; 7 Х 1,4; 7 Х 1 мм. Исследования показали, что предварительное формирование впадины обеспечивает устойчивый захват во всех калибрах при всех размерах шаблонов, в то время как захват полосы без предварительного формирования впадины был устойчивым только при размере шаблонов 7 Х 1,4 и 7 Х 1 мм. В остальных случаях требовалось заталкивающее усилие, при размерах шаблона 7 Х 5,2 осуществить прокатку с шаблоном без предварительного формирования впадины вообще оказалось невозможно. Способ изготовления фасонных профилейпо авт. св,689772, отличающийся 5 тем, что, с целью расширения сортамента иинтенсификации процесса прокатки, перед вводом заготовки в зону деформации на переднем конце ее формируют впадину, форма поперечного сечения которой соответст вует форме поперечного сечения вводимогов очаг деформации шаблона, а высоту впадины выбирают в пределах 1,01 - 1,2 от высоты шаблона. Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР689772, кл. В 21 Н 7/00, 1974 (прототип).
СмотретьЗаявка
2377762, 28.07.1976
ДОНЕЦКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГОЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЧУМАНОВ ЮЛИАН МИХАЙЛОВИЧ, ГУБАЙДУЛИН ВЯЧЕСЛАВ ФУАТОВИЧ, ШУЛЬГИН ГРИГОРИЙ МИТРОФАНОВИЧ, СОЛОД ВЛАДИМИР СЕРГЕЕВИЧ, МОИСЕЕНКОВ ВАЛЕРИЙ ВИКТОРОВИЧ
МПК / Метки
МПК: B21B 1/00
Опубликовано: 07.01.1981
Код ссылки
<a href="https://patents.su/2-793670-sposob-izgotovleniya-fasonnykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления фасонных профилей</a>
Способ определения остоточной поперечной деформации металла при калибровке волочением

Номер патента: 684289
Опубликовано: 05.09.1979
Авторы: Герасимов, Мокринский
МПК: G01B 5/30
Метки: волочением, деформации, калибровке, металла, остоточной, поперечной
...счет того, что изготавливают образец, длина которого равна 3-4 егодиаметрам, сжимают его вдоль осимежду плоскими параллельными плитами на величину деформации 20-40,измеряют наибольший прогиб образца,по величине которого определяют остаточную поперечную деформацию.На фиг. 1 изображен исходный образец; на Фиг. 2 - деформированныйобразец.Применение предложенного способарассмотрено на примере определенияостаточной поперечной деформациипрутковой калиброванной стали 10 кп.Сталь отожжена и калибрована волочением с исходного диаметра 16,95 мм.Величина остаточной поперечной деЗаказ 5267/29 Тираж 866 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб.,д,4/5Филиал ППП Патент,...
Оптико-механический прибор для измерения поперечных деформаций стержневых образцов материалов

Номер патента: 115761
Опубликовано: 01.01.1958
Автор: Дворниченко
МПК: G01B 11/16
Метки: деформаций, образцов, оптико-механический, поперечных, прибор, стержневых
...1 , ряспс.тгже 1 Иым дол сэл упругого г а;гнир а.Прл повороте ирибэра в сторону поворота светового луча зеркала 1 голиха светоВОЙ луч зеркала на оси уиругэго шарнлра иовсраиВастся в ту же стэрсгу. Общее ирлряшение отсчетов, соответствующее изменению расстоянля между конусами винтов 5 и б, в этом случае разно разности прлращений отсчетов по шкале 72 зеркала ро,тика и иКалезеркала шадн 1 гя,При псвэ 1 готе световых лъсй протлзополэжные стороны обцен прлращенпс от" четов равио:умме приращений отсчетов по шкалам зеркала ролика л зеркала о".и шарнлра.Прибор (поз, б) представляет собой конструк ггзное Вмоиз иененле сэпонного прибора, отличающее"я тем,:то на гсрекатываюшемся ролике закреплено многогранное призматическое зеркало И, для...
Способ определения коэффициента поперечной деформации ортотропных материалов

Номер патента: 313131
Опубликовано: 01.01.1971
МПК: G01N 3/20
Метки: деформации, коэффициента, ортотропных, поперечной
...чистого изгиба на обычной рамашине. Для осуществления предлагаемого способаможет быть применена одна из известных разрывных машин и измерительные приборы (тензодатчики или тензометры).5 На фиг, 4 показаны захваты 1 испытательной машины, тензометры 2 и испытуемый образец 3. Расстояние АВ и СД измеряется, чтобы иметь возможность испытывать образцы различной длины, однако всегда должно 10 быть обеспечено условие А С=ВД.На участке АВ чистого изгиба образца 3 влюбом месте по длинеустанавливают на верхних и нижних волокнах по одному тензометру (или тензодатчику) для измерения 15 поперечных деформаций. Для испытаний изготавливают три типа образцов (изображено на фиг. 3) для определения коэффициентов поперечной деформации по главным...
Тензометр для измерения поперечных деформаций трубчатых образцов

Номер патента: 450076
Опубликовано: 15.11.1974
Автор: Анискевич
МПК: G01B 7/16
Метки: деформаций, образцов, поперечных, тензометр, трубчатых
...15В предлагаемом тензометре для расширения пределов использования тензометра на образцах различных диаметров, опорную и измерительную ножки выполняют в виде зубчатых секторов с профилем зубьев, соответ ствующим профилю контактных призм.На чертеже изображен предлагаемый тензометр.Тензометр содержит опорную и измерительную ножки 1 и 2, выполненные в виде зубча тых секторов, и взаимодействующий с ножками измеритель 3 перемещения. Профиль зубьев 4 соответствует профилю контактных призм тензометра,Тензометр работает следующим образом. 30 При тарировке тензометра измеряет стояние между симметрично располо ми на каждом из зубчатых секторов ве ми зубьев 4. Для закрепления тензом образце зубчатые сектора прижимают мощью устройства крепления...
Устройство для измерения поперечной деформации образцов

Номер патента: 589540
Опубликовано: 25.01.1978
МПК: G01B 7/16
Метки: деформации, образцов, поперечной
...деформации образцов содержит цилиндрический корпус 1, средняя часть которого выполнена в виде усеченной пирамиды 2, на боковых поверхностях которой закреплены упругие тензоэлементы 3, выполненные в виде балочек равного сопротивления, с измерительными наконечниками 4. Крестовина 5 закреплена на одном и цов корпуса 1 неподвижно, а крестовина ет возможность поступательного и вращ ного перемещения. Каждая крестовина ет радиально расположенные гнезда, в рых . размещены подпружиненные упо Плоскость, в которой лежат на кон 4 упругих тензоэлементов, совпадает с костью расположения упоров 7 неподв крестовины 5.589540 Формула изобретения Составитель М. Малышева Тек ред О. Л уго в ая Корректор Тяр аж 3 Щ Подписно Редактор Г. Котел Заказ...
Предыдущий патент: Устройство для очистки подкузовногооборудования
Следующий патент: Способ получения конструкционногоэлемента типа биоструктура
Случайный патент: Пропарочное устройство