Способ точения резцом с круговой режущей кромкой и станок для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
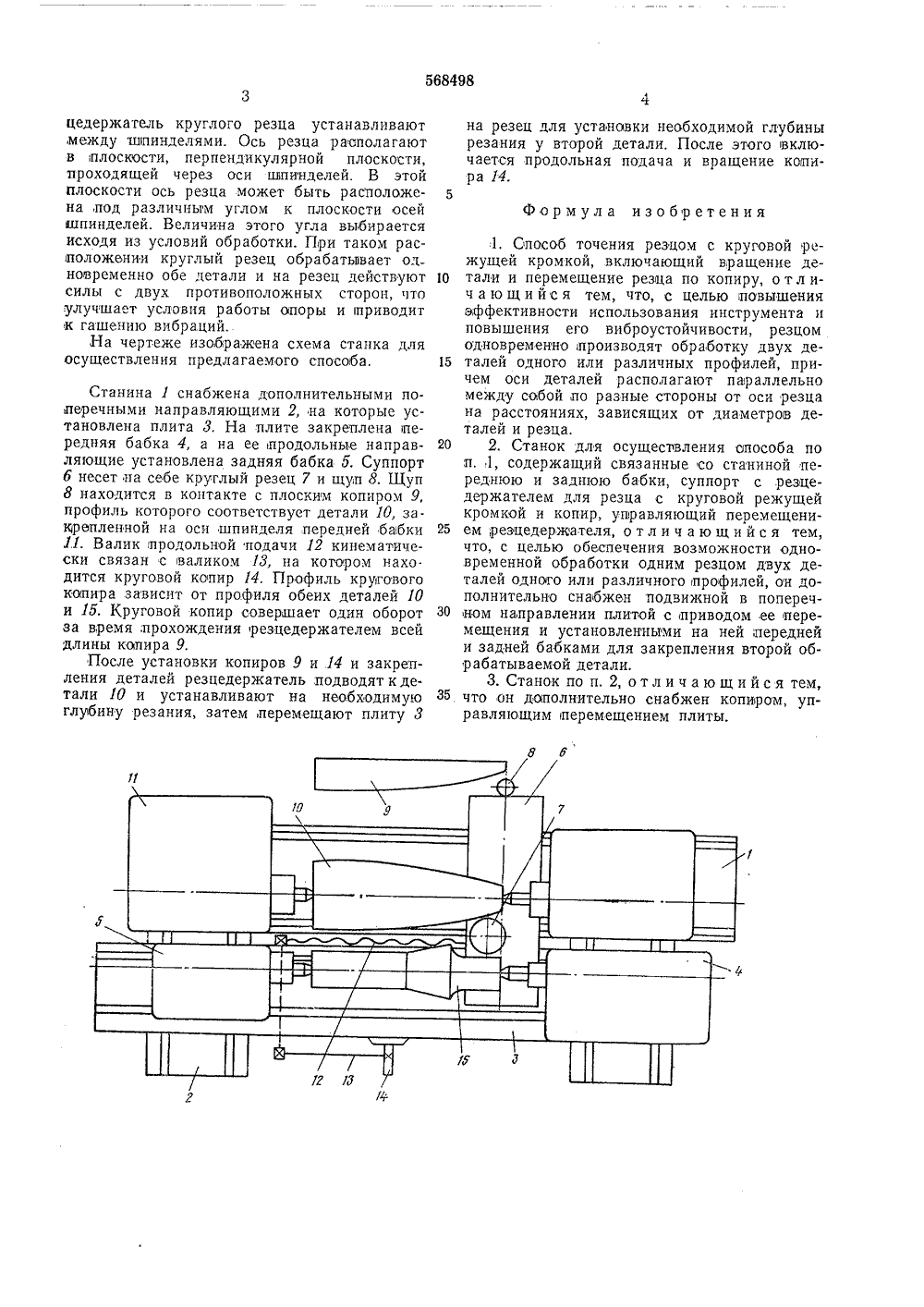
Союз Советских Социалистических Республик(22) Заявлено 24.11,75 явкиприсоединением23) Приоритет -43) Опубликован45) Дата опубли Государственнык комитет Совета Министров СССР но делам изобретенийи открытий 15.08,77. Бюллетень3овация описания 21.12,77 621.941 (088.8)(54) СПОСОБ ТОЧЕНИЯ РЕЗЦОМС КРУГОВОЙ РЕЖУЩЕЙ КРОМКОЙСТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИ Изобретение относится к металлообработке и может быть использовано при точении.Известны способы точения резцом с кру говой режущей кромкой, включающие вращение детали и перемещение, резца по копиру. 5Известны также станки для осуществления указанного способа, содержащие связанные со станиной переднюю,и заднюю бабки, суппорт с резцедержателем для резца с круговой режущей кромкой и копир, управляющий пе ремещением резцедержателя.Недостатком известных способов точения и станков для их осуществления является то, что при больших глубинах резания возникают вибрации вследствие воздействия односторон них сил на,резец и его опору, Кроме того, при обработке одной детали в резании участ. вует относительно малая часть режущей кромки, что снижает эффективность использования инструмента. 20Цель изобретения - повышение эффективности использования инструмента и повьтшение его виброустойчивости.Предлагаемые способ и станок для е о осуществления позволяют, производить обра ботку при больших глубинах резания без воз никновения вибраций, что достигается за счет того, что одним резцом одновременно обрабатывают две детали одного или различных профилей, причем оси деталей располагают З 0 параллельно между собой по разные стороны от оси резца на расстояниях, зависящих от диаметров деталей и резца. В результате этого на резец действуют взаимно компенсирующие друг друга силы, что повышает его виброустойчивость. При этом повышается эффективность использования инструмента вследствие увеличения активной длины режущей кромки.Для обеспечения возможности одновременной обработки одним резцом двух деталей одного или различного профилей предлагаемый станок дополнительно снабжен подвижной в,поперечном направлении плитой с при водом ее перемещения и установленными на ней передней и задней бабками для закрепления второй обрабатываемой детали. Кроме того, станок дополнительно снабжен копиром, управляющим перемещением плиты.Описываемый способ осуществляется на двухшпиндельном станке. Каждый, шпиндель размещается в кинематически независимых одна от другой передних бабках и может вращаться с различным числом оборотов. Одна из передних бабок жестко связана со стани ной станка, Другую бабку как и соответствующую ей заднюю бабку, устанавливают на плиту, снабженную, поперечными направляющими, обеспечивающими ей возможность перемещаться по направляющим станины, Рез 568498цедержатель круглого резца устанавливают между шпинделями. Ось резца располагают в плоскости, перпендикулярной плоскости, проходящей через оси лпинделей. В этой плоскости ось резца может быть расположена,под различным углом к плоскости осей шпинделей. Величина этого угла выбирается исходя из условий обработки. При таком расположвнии круглый резец обрабатьпвает од новременно обе детали и на резец действуют силы с двух противоположных сторон, что улучшает условия работы опоры и приводит к гашению вибраций.На чертеже изображена схема станка для осуществления предлагаемого способа. Станина 1 снабжена дополнительными поперечными направляющими 2, на которые установлена плита 3. На плите закреплена передняя бабка 4, а на ее продольные направляющие установлена задняя бабка 5, Суппорт б несет на себе круглый резец 7 и щуп 8. Шуп 8 находится в контакте с плоским копиром 9, профиль которого соответствует детали 10, за. крепленной на оси шпинделя передней бабки Х 1. Валик продольной подачи 12 кинематически связан с валиком 1 З, на котором нахо. дится круговой копир 14. Профиль кругового копира зависит от профиля обеих деталей 10 и 15, Круговой копир совершает один оборот за время, прохождения резцедержателем всей длины копира 9.После установки копиров 9 и 14 и закрепления деталей резцедержатель подводят к детали 10 и устанавливают на необходимую глубину резания, затем перемещают плиту 3 на резец для установки необходимой глубины резания у второй детали. После этого включается продольная подача и вращение копира 14.5Формула изобретения 1, Способ точения резцом с круговой режущей кромкой, включающий вращение де 1 О тали и перемещение резца по копиру, отл ич а ю щ и й с я тем, что, с целью повышенияэффективности использования инструмента иповышения его виброустойчивости, резцомодновременно производят обработку двух де 15 талей одного или различных профилей, причем оси деталей располагают параллельномежду собой по разные стороны от оси резцана расстояниях, зависящих от диаметров деталей и резца,20 2. Станок для осущесввления способа по:п. 1, содержащий связанные со станиной переднюю и заднюю бабки, суппорт с резцедержателем для резца с круговой режущейкромкой и копир, управляющий перемещени 25 ем,резцедержателя, о т л и ч а ю щ и й с я тем,что, с целью обеспечения возможности одновременной обработки одним резцом двух деталей одного или различного профилей, он дополнительно снабжен подвижной в попереч 30 ном направлении плитой с приводом ее перемещения и установленными на ней переднейи задней бабками для закрепления второй обрабатываемой детали.3. Станок по п, 2, отл и ч а ю щ и й с я тем,З 5 что он дополнительно снабжен копиром, управляющим перемещением плиты.
СмотретьЗаявка
2192284, 24.11.1975
КУШНЕР ИЛЬЯ САМУИЛОВИЧ, ЛИМОНОВ ИГОРЬ ПАВЛОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: кромкой, круговой, режущей, резцом, станок, точения
Опубликовано: 15.08.1977
Код ссылки
<a href="https://patents.su/2-568498-sposob-tocheniya-rezcom-s-krugovojj-rezhushhejj-kromkojj-i-stanok-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ точения резцом с круговой режущей кромкой и станок для его осуществления</a>
Приспособление для заточки криволинейных режущих кромок изделий типа резцов

Номер патента: 247069
Опубликовано: 01.01.1969
Авторы: Карпинский, Немцов, Фейман
МПК: B24B 3/36
Метки: заточки, криволинейных, кромок, режущих, резцов, типа
...дуги окружности радиусного паза совпадает с осью пальцев 8. Крепление корпуса б дает возможность затачивать на приспособлении резцы с задними углами от 0 до -и более.4.Указанный диапазон изменения задних углов обеспечивается следующим.Радиусный паз угольника 9 имеет угловой размер 2 рад, а резьбовые отверстия (шесть штук) в корпусе б расположены па угловом расстоянии друг от друга, равном - . При2 значительных наклонах корпуса б винты 10 завинчиваются в новые отверстия корпуса,Для повышения точности работы приспособления боковые поверхности корпуса б и угольников 9 шлифуют. Поэтому при затягивании винтов 10 образуется весьма жесткая замкнутая система: подвижный стол - угольник - корпус,Прецизионные радиальные шарикоподшипники 5...
Способ крепления режущей пластины к корпусу резца

Номер патента: 1745417
Опубликовано: 07.07.1992
Автор: Коноплев
МПК: B23B 27/16
Метки: корпусу, крепления, пластины, режущей, резца
...на участке Г - под действием сил - ъ резания, Остальные рабочие грани пластины 4 находятся в ненагружен нам состоянии,Режущая пластина 5 (фиг.2) с многогранным отверстием (контур а, Ь, с,б) имеет сквозной разрез на участке 1, .Пластина 5 изготовлена таким образом, что ее часть на участке 1, сотогнута внутрь отверстия (показано пунктиром), образуя замковое устройство, 1745417Для крепления режущей пластины 5 к базовым поверхностям а, Ь, с, б бурта 2 предварительно упруго деформируют часть пластины 1, с в направлении Ь, затем пластину устанавливают на многогранном бурте 2, 5 После снятия нагрузки замковая часть пластины на участке., с плотно прижимает ее к базовым поверхностям бурта 2.Для крепления режущей пластины 6 к корпусу 1...
Режущий орган к ротационным сучкорезным станкам

Номер патента: 134079
Опубликовано: 01.01.1960
МПК: A01G 3/08, B27G 1/00, B27G 17/04
Метки: орган, режущий, ротационным, станкам, сучкорезным
...органа, это приводило к неполному срезанию сучков,В предлагаемом режущем органе этот недостаток устранен и обеспечено копирование поверхности ствола дерева при обрезке сучьев за счет присоединения Г-образных резцов к подковообразной опоре, Опора шарнирно укреплена на державке и снабжена направляющими, копи рующими поверхность ствола обрабатываемого дерева.На чертеже изображен предложенный режущий орган.Орган состоит из подковообразной опоры 1, первого с тремя Г-образными зубьями резца 2, предназначенного для грубого срезания сучьев, направляющей подкладки 3, второго заподлицо подрезающего сучья резца 4 с направляющей подкладкой 5 и соединяющего опору 1 с державкой шарнира 6. Шарнир сг допускает отклонение опоры 1 от нейтрального...
Электроэрозионный вырезной станок для обработки по копиру сложных профилей электродом-проволокой

Номер патента: 219716
Опубликовано: 05.06.1976
Авторы: Анненберг, Падогина, Полоцкий, Рыжова, Собенин, Толоконников, Устьянцев, Французов-Антинин
МПК: H05B 7/02
Метки: вырезной, копиру, профилей, сложных, станок, электродом-проволокой, электроэрозионный
...верхнего - рабочей ванны 1, и нижнего- бака 2 для р ешения рабочей жидкости. В центре ванны установлен стол 3 с приспособлением 4 для установки обрабатываемой детали 5. Стол можно поворачивать вокруг оси 6.Станок снабжен двумя рабочими скобами 7. Скобля перемешаются по вертикали с помощью гидроцилиндра 8, штоки 9 которых закреплеьы неподвижно. Одновременно скобы, установленные в центрах 10, могут поворачиваться вокруг горизонтальной оси. Положение скобы регулируется копиром 11, ка который опирается палец 12. Сооткошекке плеч от оси вращения скобы до пальца и да раосчегс участка проволоки 18 составляет 1:2.В процессе разгрузки проволока 18 движется вдоль оси с помошью механизма перемогки, состоящего из узла 14 натяжения проволоки и...
Способ измерения расстояния от вершины резца до оси центров станка

Номер патента: 440215
Опубликовано: 25.08.1974
Авторы: Аликулов, Одесский, Фикс-Марголин
МПК: B23B 1/00
Метки: вершины, оси, расстояния, резца, станка, центров
...плоскость А линейки проходила через ось конусной оправки корпуса устройства 1. На станке корпус устройства 1 закрепляется неподвижно в передней или задней бабке таким образом, чтобы поворотная линейка 5 была обращена в сторону резцедержателя. Перемещением суппорта в радиальном на 440215правлении вводят в контакт ,вершину резца с плоскостью А линейками 5. Величина смещения вершины резца относительно оси центров станка определяется по показаниям индикатора 4 при перемещении резца в направлении стрелки Б. При совпадении вершинины резца с осью центров станка плоскость А поворотной линейки 5 принимает положение, параллельное направлению движения резца, и, поэтому, при перемещении резца в радиальном на правлении стрела индикатора 4 не...
Предыдущий патент: Устройство для транспортировки отливок на машине литья под давлением
Следующий патент: Токарный станок
Случайный патент: Способ обкатки пластинчатого ротационного вакуумного насоса