Контурная система программного управления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 329962
Авторы: Колискор, Левковский, Попов
Текст
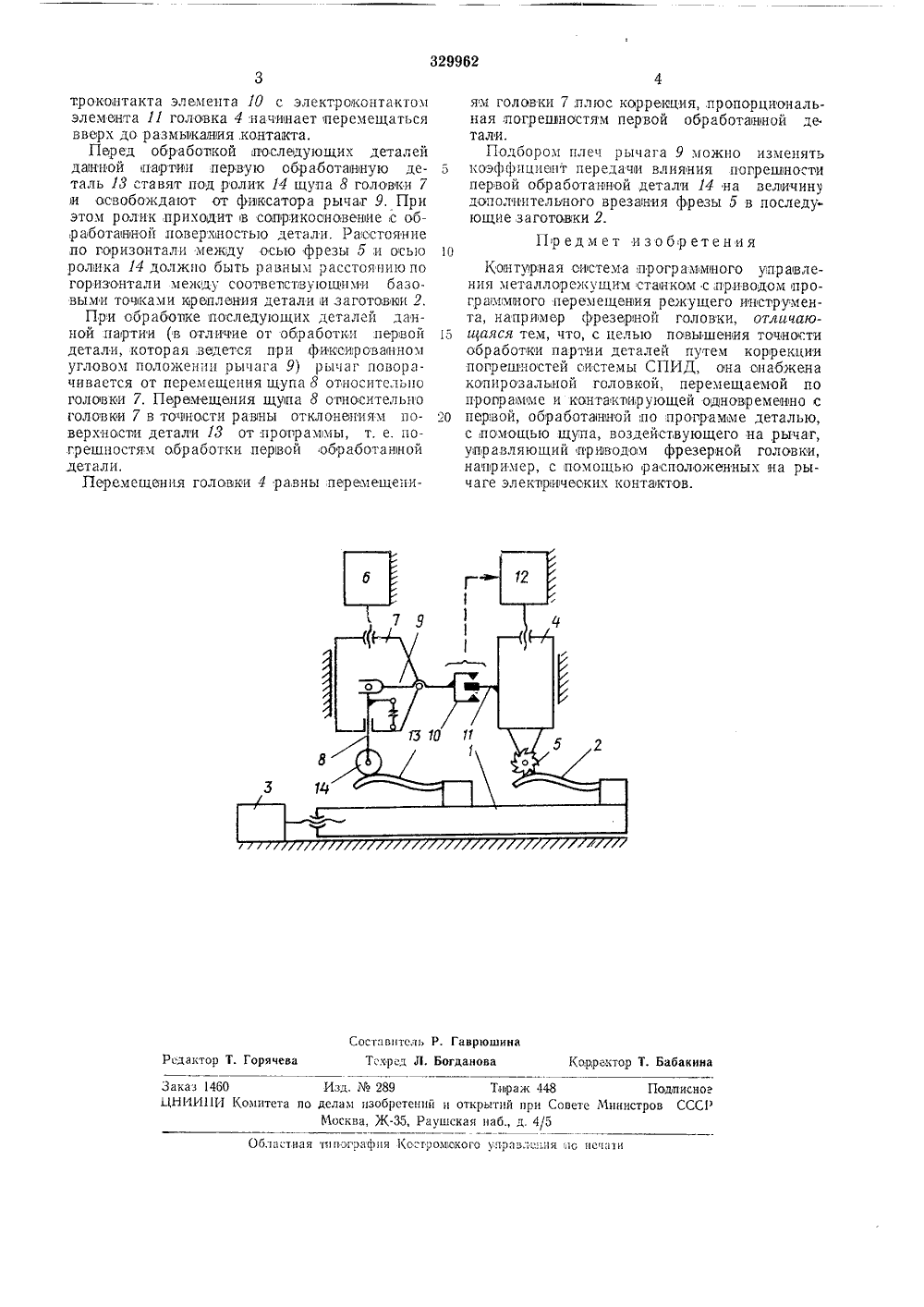
ГнЬг ислнивизоьретенияк лстсжскомю силетедьству Союз Советских СоциалистикескихРесп 1 блин М.Кл, В 23 с 1/16 Заявлено 11.7,1970 ( 1437193/25-8) с присоединением заявюи-Комитет по делам изобретений и открытий ори Совете Министров СССРПр иоритет -Опубликовано 24.11.1972. Ь;оллетснь8Дата опублпкова: ня описания 15.17.1972 УДК 621.914-529 (088,8) Авторыизобретения А. Ю, Колискор, Е. И, Левковский и В. Е, Попов Заяьитель Государственный научно-исследовательский институт машиноведения и Московский машиностроительный завод Салют КОНТУРНАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ Изобретение относится к области механической обработки изделий на станках с программным управлением.Известны контурные системы программного управления металлорежущими станками с 5приводами программного, перемещения режущего инструмента,Цель изобретения - повышение точеное гиобработки партии деталей путем коррекциипогрецвностей системы СПИД. Для этого пред- Олагаемая система снабжена копировальной го.ловкой, перемещаемой по программе и контактирующей одтновременно с первой, обработанной по программе деталью, с помощью щупа,воздействующего,на рычаг, управляющий приводом фрезерной головкинапример, с помощью рааположенных на рычаге электрических контактов.На чертеже показана првнциниалыная схема предлагаемой системы двухкоордннатным 20фрезерным станком.Дьиже 1 ние формообразования осущестзляется за счет горизонтального перемещения стола 1 с заготовкой 2 при помощи программното привода 3 и за счет вертикального перемещения фрезврной головки 4 с фрезой 5 при помощи программного привода б. Последний несвязан непосредственно с головкой 4 и,переме.цает по программе только копировальнуюголовку 7. Щуп 8 головкин 7 соединен с концом двувплечего рычага 9, шарнирно укрепленного на головке 7. Другой конец рычага 9 несет на себе элем ент 10 электроконтактной пар ы. Элемент 11 той же пары жестко соединен с головкой 4,Электроконтакзная пара управляет работой реверсивного привода 12 головки 4. Привод 12 установлен на станине станка, которая условлено изображена штриховкой. На столе 1 закро,.лена первая обработанная деталь 13 данной партии, контактирующая с роликом 14 щтпа 3Система работает в два цикла:1) обработка первой детали;2) обработка последующих деталей той же партии.При обработке первой детали данной партии рычаг 9 фиксируется от поворота устройством, и голонка 4 отслеживает движение голозки 7, которая перемещается приводом б. Совершается леремещенпе заготовки 2 огносительно фрезы 5, т. е. обработка.Отслежювансие происидит следующим образом.При замьтканвии верхнего электроконтакта элемента 10 с электроконтактом элемвнта 11 привод 12 включается таким образом, что фрезерная головка 4 перемещается вниз, размыкая контакт. Прн замыкании нижнего элек329962 Предмет изобретения Составитель Р. Гаврюшина Текрсд Л. Богданова (орректор Т. Бабакина Редактор Т. Горячева Заказ 1460 Изд,289 Тираж 448 ПодписноеЦНИИИ Комитета по делам изобретений и открытий при Совете Министров ССС 1Москва, Ж, Раушская наб., д. 4/5 Областная типография Кс;гроюокого управлеяпя по нсчати троконтакта элемента 10 с электроконтактом элемента 11 головка 4 начинает перемещаться вверх до размьисания .контакта.Перед обработкой последующих деталей даиной партии первую обработанную де таль 13 ставят под ролик 14 щупа 8 головкии освобождают от фиксатора рычаг 9. При этом ролик приходит в сеприкосновение с обработанной поверхностью детали. Раостояние по горизонтали между осью фрезы б и осью 10 ролика 14 должно быть равным расстоянию по горизонтали между соотвепствующими базовыми точками крепления детали и заготовии 2.При обработке последующих деталей данной партии (в отличие от обработки первой 15 детали, которая ведется при фиксюрованном угловом положении рычага 9) рычаг поворачивается от перемещения щупа 8 относительно голодовки 7. Перемещения щупа 8 оносительно головки 7 в токности равны отклонениям по верхности детали 13 от пропраммы, т. е. погрешностям обработки первой обработанной детали.Перемещения головни 4 равны перемещениям головки 7,плюс каррекция, пропорциональная погреюностям первой обработанной де тали.Подбором плеч рычага 9 можно изменять коэффициент передачи влияния погрешности первой обработанной детали 4 на величину дополнительного врезания фрезы 5 в последующие,заготовки 2. Контурная оистема программного у 1 правления металлорежущим стапком с,приводом програимного перемещения режущего инструмента, например фрезерной головки, отличаюи 1 аяся тем, что, с целью повышения точности обработки партии деталей путем коррекции попрешсностей системы СПИД, она снабжена копирозальной головкой, перемещаемой по пропраиме и контакт 1 ирующей одновременно с первой, обработаиной по програмьме деталью, с помощью щупа, воздействующего на рычаг, управляющий првводом фрезерной головки, например, с помощью расположенных на рычаге электричееких контактов.
СмотретьЗаявка
1437193
ссударстЕзенный научно исследовательский институт машиноведени, Московский машиностроительный завод Салют
А. Ш. Колискор, Е. И. Левковский, В. Е. Попов
МПК / Метки
МПК: B23C 1/16
Метки: контурная, программного
Опубликовано: 01.01.1972
Код ссылки
<a href="https://patents.su/2-329962-konturnaya-sistema-programmnogo-upravleniya.html" target="_blank" rel="follow" title="База патентов СССР">Контурная система программного управления</a>
Устройство для ротации и радиального перемещения головки бетатронавсебиamp; ли0енапате«и

Номер патента: 281667
Опубликовано: 01.01.1970
Авторы: Бого, Специальное
МПК: A61N 5/01
Метки: бетатронавсебиamp, головки, ли0енапате«и, перемещения, радиального, ротации
...также и при увеличении радиального перемещения головки. При увеличении же небаланса надежность работы системы и к,п.д. ее механической части снижаются.Предл агаевестных тем,мое устроиство отличается от изчто в нем смонтирована кинемаНа ф10 ство в о Лна фиг. 1.Предлагаемое устройство содержит станину1, суппорт 2, на котором укреплена головка 3 бетатрона, уравновешенная противовесом 4.15 Он укреплен на подвижной каретке б, перемещающейся в замкнутой раме 6, В устройстве смонтирована кинематическая система, которая состоит, например, из тяг 7 и рычагов 8 и соединяет нижнюю часть суппорта 2 с под вижной кареткой 5. Система имеет полуоси 9,опирающиеся через подшипники на две стойки 10. Винт 11 и гайка 12, выполненная заодно с червячной...
Устройство для перемещения головки звукоснимателя

Номер патента: 511624
Опубликовано: 25.04.1976
Авторы: Грошев, Корбаков, Шаверин
МПК: G11B 3/10
Метки: головки, звукоснимателя, перемещения
...головки звукоснима еля, которое обеспечввало бы уменьшение искажений результата воспроизведения. 5 Предлагаемое устройство содержит первую рейку 1, на одном конце которой установлен балансир 2.,Цругой конец первой рейки 1 шарнирно соединен с держателем 3 головки 4 звукоснимателя в плоскости колебаний воспроизводящей иглы 5. Первая рейка 1 укреплена на первом валу 6, установленном с возможностью вращения в поворотном элементе 7, вторую рейку 8, шарнирно соединенную с держателем 3 головки 4 звукоснимателя и с рычагом 9, жестко связанным с первым зубчатым колесом 10. Первое зубчатое колесо 10 установлено на511624 Составитель р.эьзвновТерел И Карандашова КорРектоР Е Заказ 59 т 9 Изл. М ЩЯ ЦНИИПИ Государственного комитета Совета Министров...
Устройство для перемещения головки видеопроигрывателя

Номер патента: 1015433
Опубликовано: 30.04.1983
МПК: G11B 17/04
Метки: видеопроигрывателя, головки, перемещения
...выпуклая часть которых прижата к пьезоэлементам 12).Из-за проскальзывания в системепьезоэлемент-каретка снижается тяговое усилие.Цель изобретения - увеличениетягового усилия.для достижения поставленной целиустройствосодержащЕе пьезоэлементы,каретку, установленную в направляющихв корпусе и выполненную с опорнойплоскостью, ориентированной вдольнаправления перемещения каретки, идугообразные пружины, выпуклая часть ,которых прижата к пьезоэлементам,снабжено Г-образным кронштейном перРвая полка которого прикреплена к корпусу, а вторая смонтирована параллельно опорной плоскости, при этомна внутренней поверхности первой полки и вдоль последней установленыпьезоэлементы, во второй полке выполнены окна, через каждое из которыхпропущен один конец...
Фиксатор для перемещения головки головчатой кости

Номер патента: 279887
Опубликовано: 01.01.1970
Автор: Ашкенази
МПК: A61B 17/56
Метки: головки, головчатой, кости, перемещения, фиксатор
...фиксаторам для перемещения головки головчатой кости.Известны хирургические инструменты для ортопедических целей, содержащие рукоятку овальной формы и уплощенную рабочуо часть. Этп инструменты, оснащеппыс однозубым крючком, практически пе могут быть использованы для перемещения головки головчатой кости.Целью изобретения является прсдупреждеразмозженпя губ 1 того вещества кости и повреждения суставного хряща. Для этого рабочая часть фиксатора оснащена съемным двузубым захватом,На чертеже изображен фиксатор, общий вид.Он содержтгг рукоятку 1 овальной формы и съемный двузубый захват 2, располокенный на уплощспой рабочей части инструмента.При опсрацпи удаляют разрупснпуо полулунпую кость и извлекаот остеотомпровянпую головку головчатой...
Устройство для перемещения головки звукоснимателя

Номер патента: 627512
Опубликовано: 05.10.1978
Авторы: Кочикян, Мкртчян, Саакян, Степанян
МПК: G11B 3/10
Метки: головки, звукоснимателя, перемещения
...и установленный с возможностью поворота вокруг осн, перпендикулярной оси поворота вала, на котором укреплен соединительный элемент, пружину и регулятор 2. Это устройство обеспечивает компенПредлагаемое устройство содержит тонарм 1, один юнец которого соединен с головкой звукоснимателя 2. На другом конце тонарма 1 установлен противовес 3, положение которого можно изменять. Тонарм установлен с возможностью ново рота вокруг оси, перпендикулярной оси поворота вала 4. Последний установлен в юрпусе 5 и укреплен в соединительном элементе 6, который выполнен с кулачковой поверхностью и снабжен сопряженной с ней нитью 7, соединенной через пружину 8 с регулятором 9,1Р 1 э; ( 512 Составитель Ю.-К. В. РозенкранцТехред Е, Давидович Корректор...
Предыдущий патент: Гидрокопировальный фрезерный полуавтомат
Следующий патент: Устройство для резки цилиндрических заготовок
Случайный патент: Вихревая сушилка для термообработки и измельчения дисперсных материалов