Способ импрегнирования абразивного инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
(71) Одесский проектно-конструкторский.институт Научно-производственного объединения по инструментообеспечению(56) Авторское свидетельство СССР 11 ф 1069982, кл. В 24 Э 3/34, 1982. (54)(57) СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА по авт. ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ ПИСАНИЕ АВТОРСКОМУ СВ св. У 1069982, о т л и ч а ю щ и йс я тем, что, с целью интенсификации процесса пропитки, инструментпомешают в реакционную камеру собразованием полостей по его периферии и в области отверстия, изолированных одна от другой, при этомв одну полость нагнетают импрегнатор, а из другой его отсасываютпри обеспечении отношения давлений Р10 - 20 и градиента темпераРот тур по радиусу .инструмента в предел50-100 С.1212771 ВНИИПИ Заказ 703/22Тираж 739 Подписное Филиал ППП "Патент", г.ужгород, ул.Проектная, 4 Изобретение относится к производству абразивных инструментов, а именно к способам обработки,с целью повышения стойкости абразивных инструментов и является усовершенствованием устройства по авт.св. У 1069982.Целью изобретения является повышение производительности процесса путем его интенсификации за счет принудительной подачи газовой фазы металлоорганического соединения сквозь инструмент, а также повышение качества покрытия путем обеспечения однородности покрытия по объему.На чертеже представлена камера для импрегнирования абразивных кругов, общий вид, разрез,Реакционная камера для импрегнирования абразивных кругов содержит цилиндрический корпус 1 с крышкой 2. По оси корпуса 1 и крышки 2 выполнены отверстия, в которых расположен цилиндрический патрубок 3 с секторными прорезями 4 по его длине. В стенке корпуса 1 установлен штуцер 5 для подвода газовой фазы реагента. Патрубок 3 с обоих торцов также снабжен штуцерами 6 и 7 для отсоса газовой фазы. По внутреннему диаметру корпуса 1 размещен кольцевой спиральный нагреватель 8.По диаметру отверстия в корпусе 1 установлен кольцевой спиральный нагреватель 9.Обработка абразивного инструмента по предлагаемому способу осуществляе;ся следующим образом.Абразивные круги 24 А 25 ПСМ 15 К 6 помещают в корпус 1 реакционной камеры располагая их между нагревателями 8 и 9 таким образом, что они делят корпус 1 на две полости: полость 10 подачи нагнетания и полость 11 отсоса. Корпус камеры 1 закрывают крьдпкой 2. Затем производят нагрев инструмента при помощи нагрерателей 8 и 9, обеспечивая температуру на наружной поверхности абразивных кругов 350 С и на внутренней - 450 С 1 температура разложения газовой фазы реагента 300 -350 С), После этого корпус 1 камеры вакуумируют до 1,33кПа 1,10мм рт.ст.) . Отключают нагреватели 8 и 9 и подают из испарителя через штуцер 5 в полость 1 О реагент - пары триизобутилалюминия под давлением 0,7 кПа (5 мм рт.ст.) .Через штуцер 6 откачивают до давления0,026 кПа 1,0,2 мм рт.ст,) реагент.При соприкосновении триизобутилалюминия с нагретой поверхностью инструмента происходит разложение метал-,лорганического соединения с высвобождением чистого алюминия и осаждением его на поверхности пор абразивО ного инструмента. Продолжительностьпроцесса 15 мин. Затем отключаютподачу реагента через штуцер 5.Наличие температурного градиентаобеспечивает однородность покрытия15 по объему. После чего сквозь инструмент принудительно подают газовуюфазу металлоорганического соединения. Соотношение давлений в полостяхподачи и отсоса20 Р10 - 20.РотЧисленная величина градиента(50-100 С) получена экспериментальнои соответствует подобранному соотно 25 шению давлений в полостях подачи иотсоса, Большее значение разницытемператур вызывает неравномерностьпокрытия: его толщина увеличиваетсяк центру круга, Меньшее значениеЗ 0 разницы температур также не дает желательного результата.Граничные значения давления вполостях обусловлены следующим.Давление в полости подачи, превышающее 1,33 кПа (1 О мм рт.ст.), вызывает частичное разложение реагентав газовой фазе и понижение адгезиипокрытия к подложкеПри этом структура осадка рыхлая и прочность по-40 крытия мала. Давление в полостиподачи ниже 0,27 кПа2 мм рт.ст.)снижает производительность процесса.Давление в полости отсоса, превы- .шающее 0,13 кПа 1 мм рт,ст.), замед 45 ляет прокачивание паров реагентасквозь изделие, в результате чегопонижается производительность процесса. Кроме того, остаточные радикалыоседают на стенках камеры и загрязня 50 ют ее, Для создания давления в поло-.сти отсоса ниже 0,013 кПа (0,1 ммрт.ст.,) необходимо значительно увеличить мощность насоса, что повышаетрасход энергии и, в конечном итоге,неэкономично,
СмотретьЗаявка
3724630, 12.04.1984
ОДЕССКИЙ ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ НАУЧНО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ ПО ИНСТРУМЕНТООБЕСПЕЧЕНИЮ
ВИДЕРМАН ВИКТОР СЕМЕНОВИЧ, КИГЕЛЬ ИСААК ГЕРШОВИЧ, МАЗУРЕНКО ЕВГЕНИЙ АНДРЕЕВИЧ, НАЗАРЕНКО ВАЛЕНТИН ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B24D 3/34
Метки: абразивного, импрегнирования, инструмента
Опубликовано: 23.02.1986
Код ссылки
<a href="https://patents.su/2-1212771-sposob-impregnirovaniya-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ импрегнирования абразивного инструмента</a>
Разъемный корпус газовой холодильной машины

Номер патента: 1345030
Опубликовано: 15.10.1987
МПК: F15B 9/00
Метки: газовой, корпус, разъемный, холодильной
...вибраций.На чертеже изображен разъемный корпус холодильной машины.Корпус содержит рабочую 1 и приводную 2 части, в последней из которых размещен электродвигатель 3. Приводная часть 2 корпуса установлена с возможностью углового поворота относительно рабочей части 1 посредством упругого эластичного кольца 4. Кольцо 4 крепится через кольцевые металлические прокладки 5 и 6 на обеих частях 1 и 2 корпуса. Приводная часть 2 содержит инерционный обод 7, а рабочая - массивный цилиндр 8, установленный коаксиально по отношению к электродвигателю 3.Цилиндр 8 соединен с рабочей частью 1 посредством другого упругого эластичного кольца 9, закрепленного через кольцевые металлические прокладки 10 и 11 ца цилиндре и рабочей части 1.При работе...
Способ очистки газовой среды охлаждаемых камер

Номер патента: 1101285
Опубликовано: 07.07.1984
Авторы: Джюгис, Стравинскас, Шламас
МПК: B01D 53/58, C01C 1/12
Метки: газовой, камер, охлаждаемых, среды
...2 хранится пищевой продукт - сыр при -3 . В начале процесса очистки включают устройство 3 для измельчания и дозирования твердой углекислоты 1 СО ), В устройство 3 твердая углекислота поступает из изотермического контейнера 4. Из устройства 3 через трубопровод гранулы твердой углекислоты размером 1,5-2 мм подают в воздухоэаборную трубу вентилятора 5, производительность которого составляет 10 тыс. м воздуха в час. Размеры гранул твердой углекислоты подобраны с учетом того чтобы в начальном моменте обеспечилась их сублимация в камере с наибольшим эффектом охлаждения воздуха, поступающего в камеру. Температура воздуха,.поступающего в вентилятор 5, например из атмосферы через фильтр (не показан ), составляет 15 С. Гранулы твердой...
Абразивно-алмазный инструмент

Номер патента: 1348157
Опубликовано: 30.10.1987
Автор: Селиванов
МПК: B24D 17/00
Метки: абразивно-алмазный, инструмент
...инструмент выполнен в виде теплопроводного корпуса и абразивной части, связанной с корпусом через радиально установленные теплопроводящие элементы. Дополнительно инструмент снабжен дугообразными теплопроводягцими пластинами, установленными в абразивной части инструмента и связанными с радиально расположенными элементами.15 Предлагаемый инструмент позволяет в полной мере реализовать преимущества армированного абразивно-алмазного инструмента за счет осуществления повышенного теплового конта кта теплопроводящих эле ментов путем обеспечения наибольшей площади теплового контакта их со связкой. Пластины, имея большую площадь контакта с внутренними областями (участками) инструмента, поглощают выделяющееся тепло и через радиальные элементы...
Устройство для поддержания состава газовых сред внутри камер промышленных печей

Номер патента: 1350467
Опубликовано: 07.11.1987
Авторы: Бондаренко, Волошин, Гришин, Полятус, Ружанский, Святенко
Метки: внутри, газовых, камер, печей, поддержания, промышленных, состава, сред
...соплом 26, выполненный, например, из трубы с осью 27.При этом оси 21 - 23 и 27 труб коллекторов расположены в одной плоскости, и сопло 26 направлено на транспортное средство 14. Перегородка 24 со шелевым соплом 26 является второй секцией коллектора подачи разделяющего газа.В подводящем коробе с двух сторон отперегородок 24 установлено по одному кольцеобразному коллектору 28 и 29 со щелью30 и 31 для удаления газов соответственно, выполненному, например, из трубыс осью 32 и 33 соответственно. При этомоси 32 и 33 труб расположены в плоскостях, перпендикулярных оси короба.Шели 30 и 31 предназначены для удаления газов из устройства.В продолговатых боковых отверстиях 7и 8 в плоскостях неподвижных экранов 10и 11 установлены два дополнительных...
Анализатор содержания карбонатов в почве
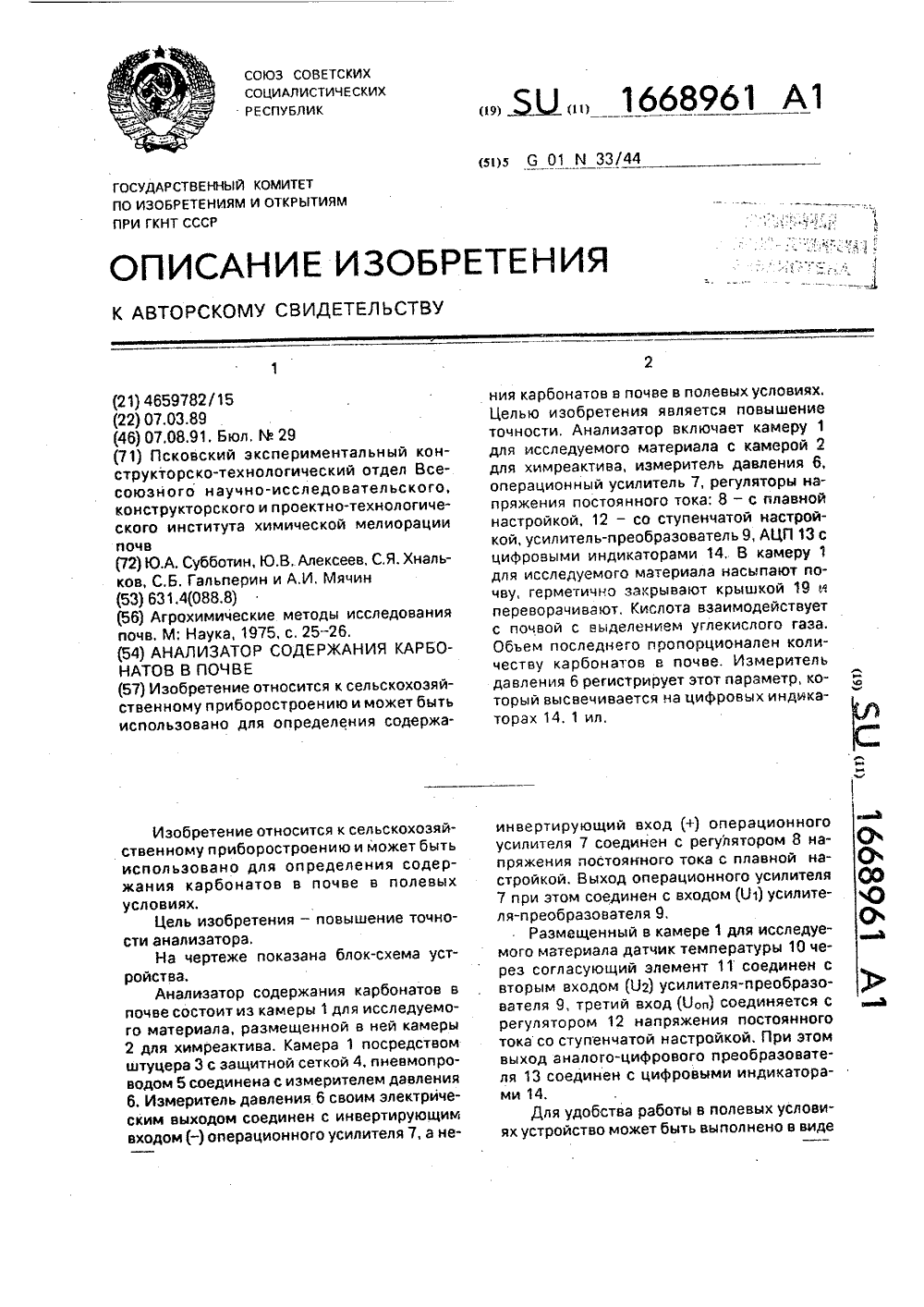
Номер патента: 1668961
Опубликовано: 07.08.1991
Авторы: Алексеев, Гальперин, Мячин, Субботин, Хнальков
МПК: G01N 33/44
Метки: анализатор, карбонатов, почве, содержания
...16. Одну изтаких камер 2 помещают е камеру 1 дляисследуемого материала в специальное уг лубление, В камеру 1 засыпают наеескуисследуемой почвы 18, пробку 16 из горловины камеры 2 удаляют. После этого камеру1 герметично закрывают крышкой 19, Потенциометром 20 регулятора 8 напряженияпостоянного тока устанавливают нулевыепоказания на выходе аналого-циФровогопреобразователя 13. Отсчет показанийпроизводят визуально на цифровых индикаторах 14. Таким образом компенсируютвлияние начального давления, возникающего в камере 1 при заеинчиеании крышки19, на результаты измерений, На этом подготовительный этап заканчивается,После этого блок-камеру 1 переворачивают крышкой вниз, кислота выливаетсяиэ камеры 2, а почва высыпается иэ амеры1 в крышку...
Предыдущий патент: Устройство для абразивной обработки проволоки
Следующий патент: Абразивное полотно
Случайный патент: Установка для многослойной окраски изделий