Способ контроля качества изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
(19) С.01 Б 29/1 1)5 САНИЕ ИЗОБРЕТ ки, фиксируют сигналы акустическойэмиссии, сравнивают параметры этихсигналов с параметрами сигналов отэталона и по результатам сравнениясудят о дефектности изделия, о тл и ч а ю щ и й с я тем, что, с цлью повышения надежности контроля,нагрузку осуществляют ступенями, накаждой ступени ее выдерживают постоянной, затем снижают на 5-50 споследующим повышением до прежнегозначения, а в качестве эталонного образца выбирается бездефектная зонаконтролриуемого изделия,екая Яв ха-. рузрезультату является способ контроля качества изделий, заключающийся в том, что .в контролируемом изделии создают механические напряжения путем его нагрузки, фиксируют сигналы акустической эмиссии, сравнивают парамет" ры этих сигналов с параметрами сигналов от эталона и по результатам сравнения судят о дефектности иэделия.Однако известный способ не позволяет с высокой точностью проводить контроль иэделий, поскольку возникают сигналы акустической эмиссии, свя" эаннь 1 е с пластической деформацией изделия,Целью изоб ние надежнос стигается за бе контроля чающемся в т иэделии соэд ния путем ег СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕВЕДОМСТВО СССРГОСПАТЕНТ СССР) ГОРСКОМУ СВИДЕТЕЛЬСТВУ(56) Авторское свидетельство СССРР 461358, кл, с 01 Н 29/О, 1973,Грешников В,А, и др. Акустичесэмиссия. И,: Стандарт, 1976, с, 1147, 176-1 86,(5 Й)(57) СПОСОБ КОНТРОЛЯ КАЧЕСТВАДЕЛИЙ; заключающийся в том, чтоконтролируемом иэделии созлают менические напряжения путем его наг обретение относится к неразрушающему контролю и может быть исполь"зовано при контроле изделий с помощьюакустической эмиссии, особенно сосудов высокого давления,Известен способ контроля качестваизделий, заключающийся в том, что вконтролируемом изделии создают механические напряжения с помощью циклической нагрузки, фиксируют сигналыакустической эмиссии, сравнивают ихпараметры с параметрами сигналов отэталонного образца и по этому сравнению судят ео дефектности изделия.Недостаток известного способа за-,ключается в том, что при его осуществлении в изделии требуется возбуждать колебательный процесс, чтодля крупногабаритных изделий практически невыполнимая задача.Наиболее близким к изобретению потехнической сущности и достигаемому . ретения является повыше" и контроля. Эта цель до" счет того, что в спосоачества изделий,.заклюом, что в контролируемом ют механические напряженагрузки, фиксируют10 Я 244 СоставительРедактор Е,Нефедова Техред Н,Иоргентал Корректор Т,Вашковиц Заказ 2830 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ .СССР113035, Москва, Ж, Раушская наб., д. 4/5 В М Е Производственно-издательский комбинат "Патент"., г. Ужгород, ул. Гагарина, 101сигналы акустической эмиссии, сравнивают параметры этих сигналов с параметрами сигналов от эталона и по результатам сравнения судят о дефектности изделия, нагрузку осуществляют ступенями, на каждой ступени ее вы" держивают постоянной, затем снижают на 5-50/ с последующим повышением до прежнего значения, а в качестве эталонного образца выбирается бездефектная зона контролируемого изделия.Способ контроля качества изделий осуществляется следующим образом,Предварительно определяют дефектную и бездефектную зоны изделия. Устанавливают в каждую из них датцики акустической эмиссии, Проводят нагружение образца ступенями. Причем на каждой ступени нагрузку выдерживают постоянной, затем ее снижают на 5" 503 с последующим повышением до прежнего значения, При таком виде нагружения происходит релаксация пластических деформаций, Регистрируя сигналы акустической эмиссии в процессе такой перегрузки, можно оценить,произошло ли увеличение усталостнойтрещины в период предшествующего нагружения, а также степень опасноститрещины и запас долговечности образца,На каждой ступени регистрируютсигналы акустической эмиссии, определяют их интенсивность и сравнивают1 О интенсивность сигналов акустическойэмиссии, поступающих из разных зон,Дефектность изделия определяют поразности интенсивностей сигналовакустической эмиссии, а степень опасности дефекта - по ступени, на которой эта разность проявляется С ростом величины ступени, на которой на"блюдается различие в интенсивностисигналов акустической эмиссии, дефект считают менее опасным,Таким образом, способ контроля качества изделий позволяет более надежно. выявлять дефектность изделия за 25 счет .уменьшения помех, связанных спластической деформацией, и определять степень опасности дефекта.
СмотретьЗаявка
2740222, 22.03.1979
ПРЕДПРИЯТИЕ ПЯ Р-6476
ЗАХАРОВ Ю. В, ГОРБАЧЕВ В. И, ПАРАЕВ С. А
МПК / Метки
МПК: G01N 29/14
Метки: качества
Опубликовано: 07.07.1993
Код ссылки
<a href="https://patents.su/2-1055244-sposob-kontrolya-kachestva-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля качества изделий</a>
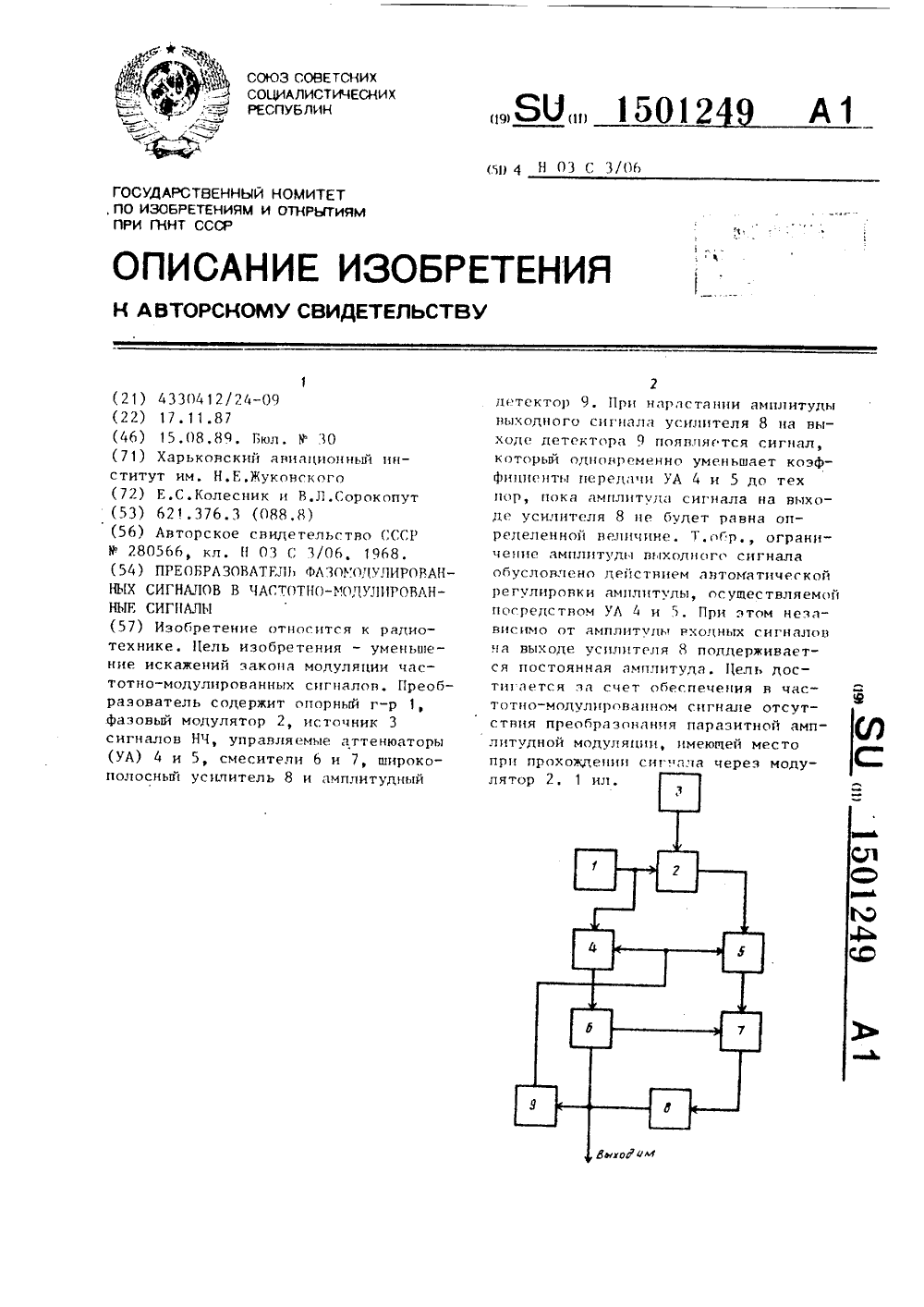
Преобразователь фазомодулированных сигналов в частотно модулированные сигналы
Номер патента: 1501249
Опубликовано: 15.08.1989
МПК: H03C 3/06
Метки: модулированные, сигналов, сигналы, фазомодулированных, частотно
...сигнала, поступающие на второй вход смесителя 6. После пребразвация в смесителях 6 и 7 эти флуктуации поступают на вход широкополосного усилителя Й.Таким образом, широкополосный усилитель 8 оказьнается охваченным це пью обратной связи, входом которой является вторй вход смесителя 6, а выходом - выход смесителя 7, Эта цепь обратной связи является четырехт- люсником братнси гнязи (ЧОС), 11 р 55 выполнении ус пццй ба 1 анса фаз ц амплитуд ц авго батеп цой сигтсме, образоваци и епццеццыми в кол ц,ипрон цпи ьм у цпцттп и 8 и 1 РС, цэцкают .иебацця с чагттой Г аавци й т раапсти фаз колебаний, п.тупанщих ца входы смесителей Ь и 7, Иа выходе смегитсля 6 вьде.нетс я ги цап с частотойгде Г- чагтота сигнала ца выходеаттецюаторов 4 и 5,Г -...
Способ определения местоположения источников сигналов акустической эмиссии в изделиях

Номер патента: 976370
Опубликовано: 23.11.1982
Автор: Анисимов
МПК: G01N 29/04
Метки: акустической, изделиях, источников, местоположения, сигналов, эмиссии
...из зон преобразователь, принимают сигналы акустической эмиссии, определяют преобразователь, принявший сигнал первым, по которому судят о мес. тоположении источника, преобразователи размешают по взаимно перепенднкулярным линиям, определяют преобразователи, принявшие сигнал первыми , раздельно для каждой из линий, и определяют участок пересечения зон, соответствуюших этим преобразовагелям.Способ заключается в следующем.39763Размещают на поверхности изделия преобразователи по двум взаимно перпендикулярным линиям. Принимают сигналы акустической эмиссии от источника сигналов,расположенного внутри прямоугольника состоронами равными расстоянию, на котором расположены преобразователи,Определяют два преобразователя, принявших сигнал первыми,...
Способ контроля изделий с внутренней конусообразной поверхностью по сигналам акустической эмиссии

Номер патента: 1430873
Опубликовано: 15.10.1988
Авторы: Анисимов, Бандеров, Землянский, Корнуков
МПК: G01N 29/04
Метки: акустической, внутренней, конусообразной, поверхностью, сигналам, эмиссии
...Приемники 7,8сигналов АЭ через усилители-формирователи 9, 10 соединены, соответствен.но с входами блока 11 обработки сигналов, что позволяет определять интервалы времени между сигналами на еговходах. Выходы блока 11 обработки сигналов соединены с соответствующимивходами блока 12 определения координат.источников АЭ. Способ контроля изделий с конусообразной поверхностью по сигналам АЭ осуществляется следующим образом.На крышке 2 устанавливают акустический экран 5, Акустический экран 5 вводят внутрь изделия 1, крышкой 2 герметизируют изделие 1, .через отверстия 3, 4 внутрь изделия и экрана подают под давлением воду, тем самым осуществляют гидравлическое нагружение изделия. Акустический экран 5 находится при этом в ненагруженном...
Способ ультразвуковой дефектоскопии изделий с контролем качества акустического контакта

Номер патента: 1797043
Опубликовано: 23.02.1993
Авторы: Гондаревский, Кузнецов, Садовников
МПК: G01N 29/04
Метки: акустического, дефектоскопии, качества, контакта, контролем, ультразвуковой
...преобразователя до донной поверхности изделия и обратно, Качество акустического контакта преобразователя с изделием оцени-вают по величине амплитуды поперечных колебаний, трансформированных при отражении от донной поверхности продольных колебаний.На фиг.1 представлена схема способа УЗ-дефектоскопии изделий с контролем качества акустического контакта; на фиг.2 - график зависимости амплитуды А 1 поперечных колебаний, трансформированных при отражении от донной поверхности продольных колебаний, от диаметра 0 пьезоэлемен1797043 5 10 Для заданной толщины Н контролируемого изделия 2 определяют зависимость амплитуды А 1 поперечных колебаний, трансформированных при отражении от донной поверхности продольных колебаний, от поперечных размеров,...
Установка для сортировки изделий акустическим методом

Номер патента: 266230
Опубликовано: 01.01.1970
Авторы: Вакорин, Миркин, Урецкий, Холов, Шилов
МПК: G01B 17/08, G01N 33/38
Метки: акустическим, методом, сортировки
...состоит из транспортера 1 подачи тарелок на измерительную позицию, направляющей 2, держателя 3 для фиксации тарелки в измерительной позиции, ударногомеханизма 4, распределительного устройстваб, микрофона б, электрической системы 7 длярегистрации, усиления сигналов и подачикоманд и пневматической системы 8 для управления распределительным устройством иударным механизмом,Ударный механизм состоит нштейна9 и стержня 10, на котором и щи гибкого элемента 11 закрепленРаспределительное устройупоры И и 14, примыкающие ксторонам заслонок 1 б и 1 б, и отвройства 17, 18 и 19 для каждоголок.Транспортер 1 подает тарелки через одинаковые промежутки времени на направляющую 2, по которой они скатываются в измерительную позицию, при приближении к которой...
Предыдущий патент: Устройство для управления перемещением дугового разряда
Следующий патент: Смеситель
Случайный патент: Устройство для механической блокировки разъединителя и силового выключателя