Способ упаковывания бесподдонного штабеля штучных предметов и линия для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1701600
Автор: Виницкий


Текст
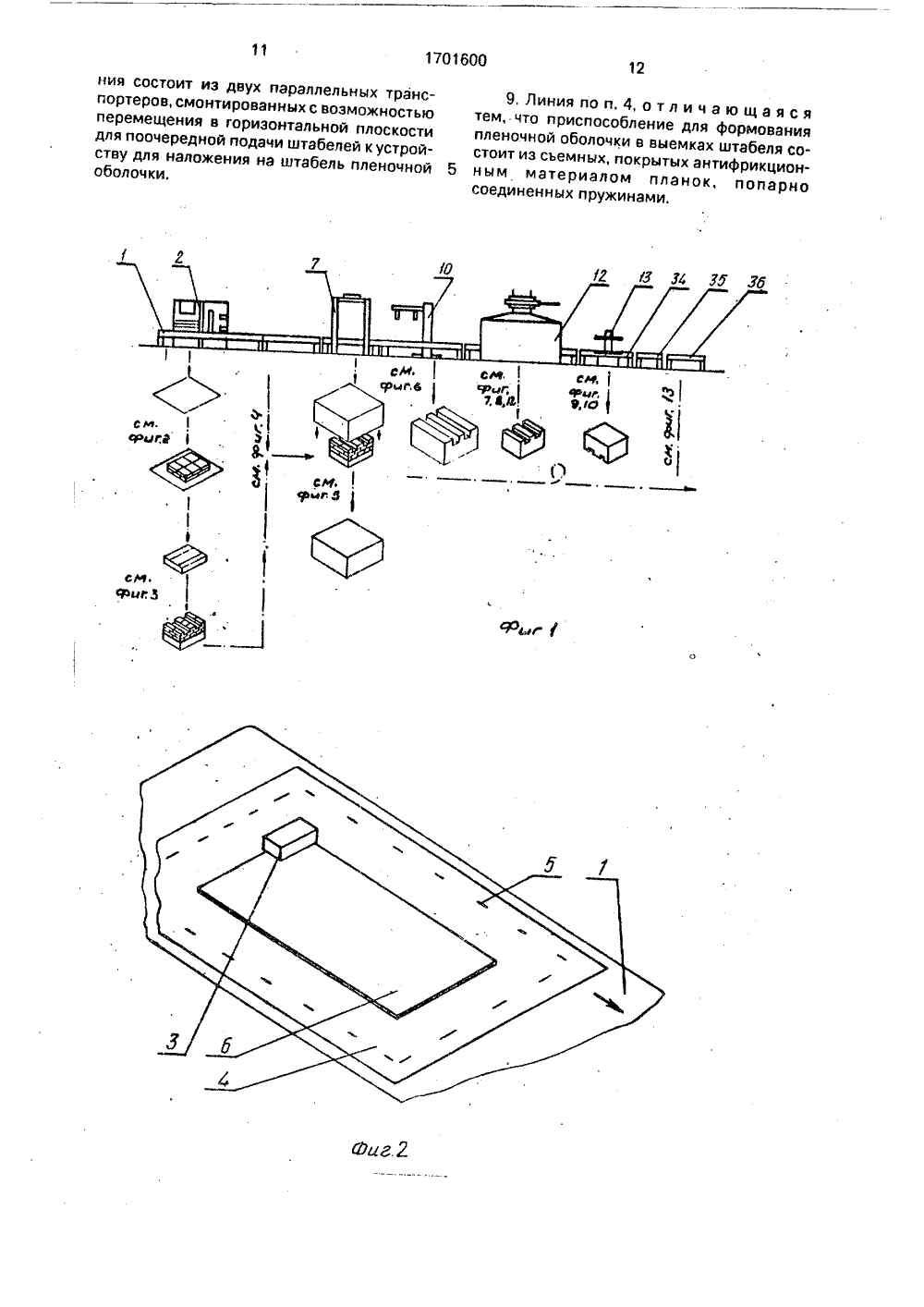
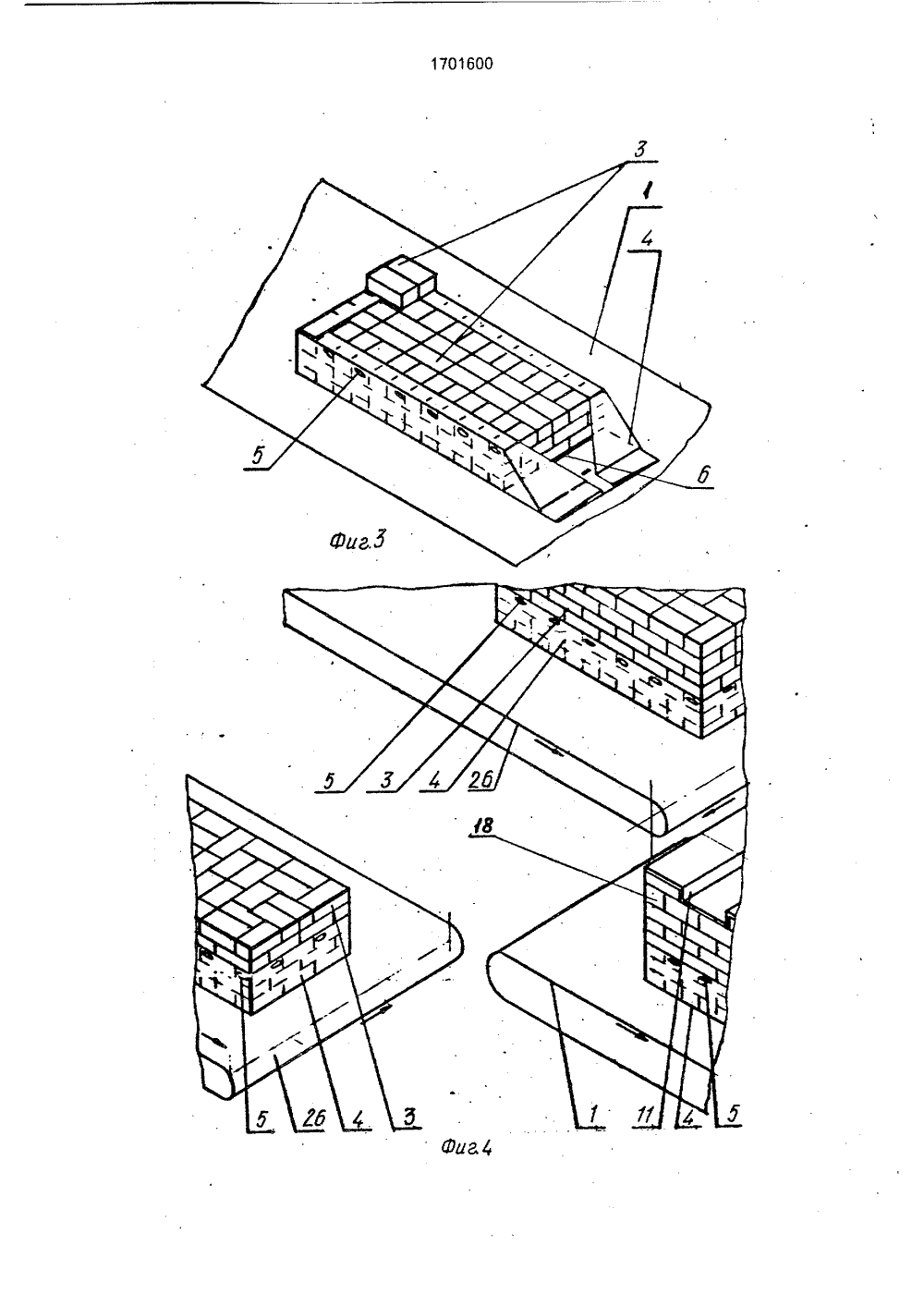
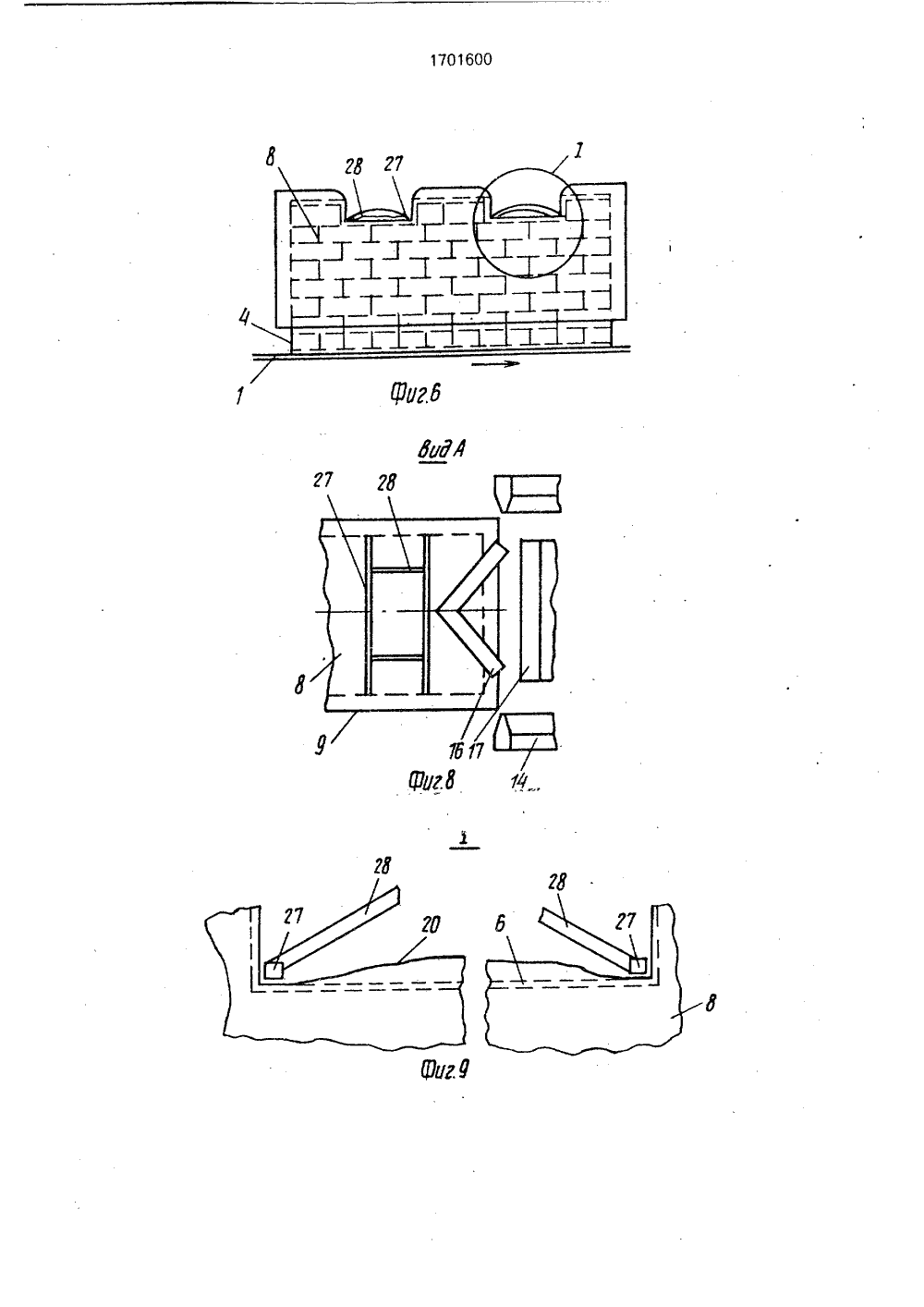
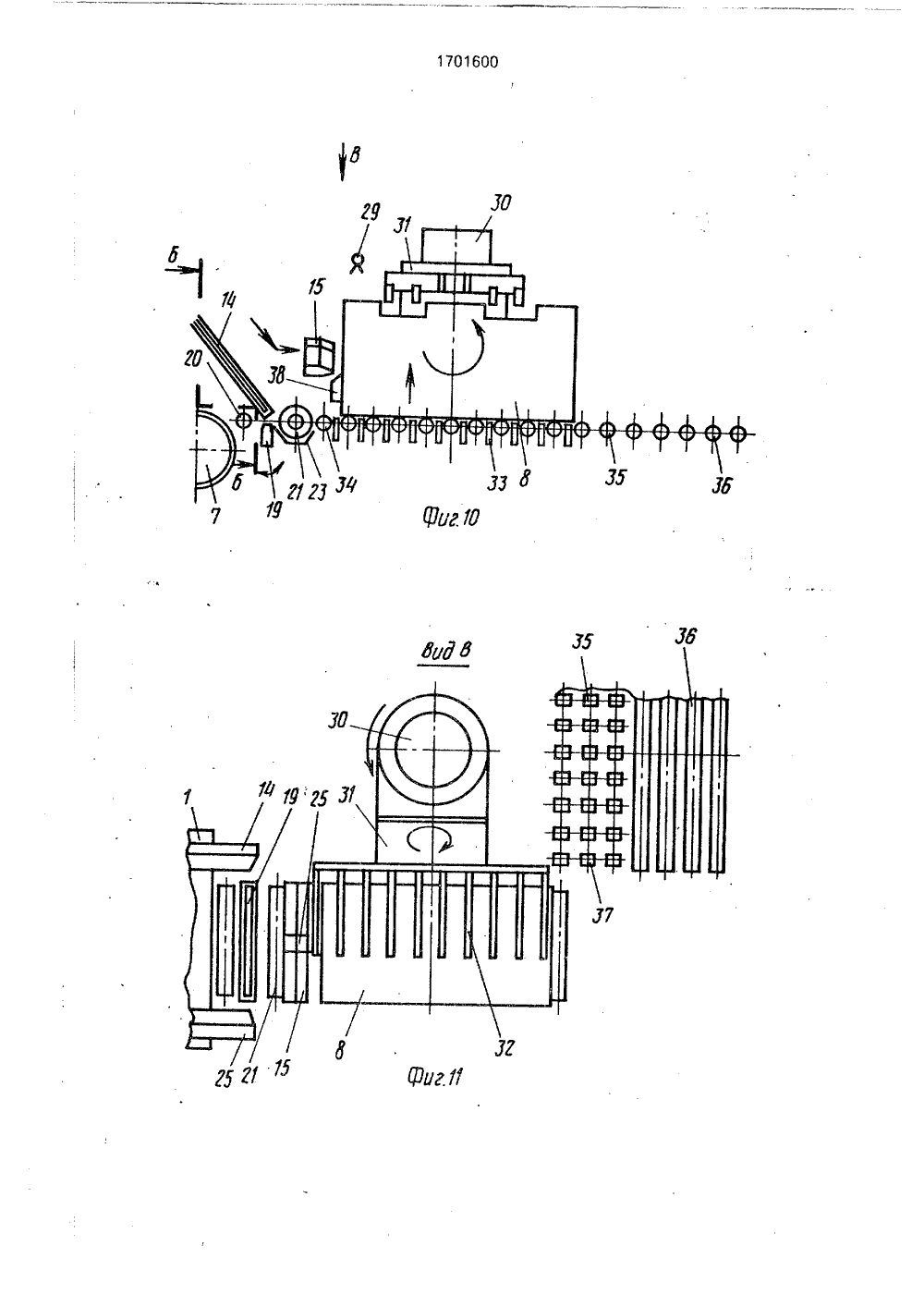
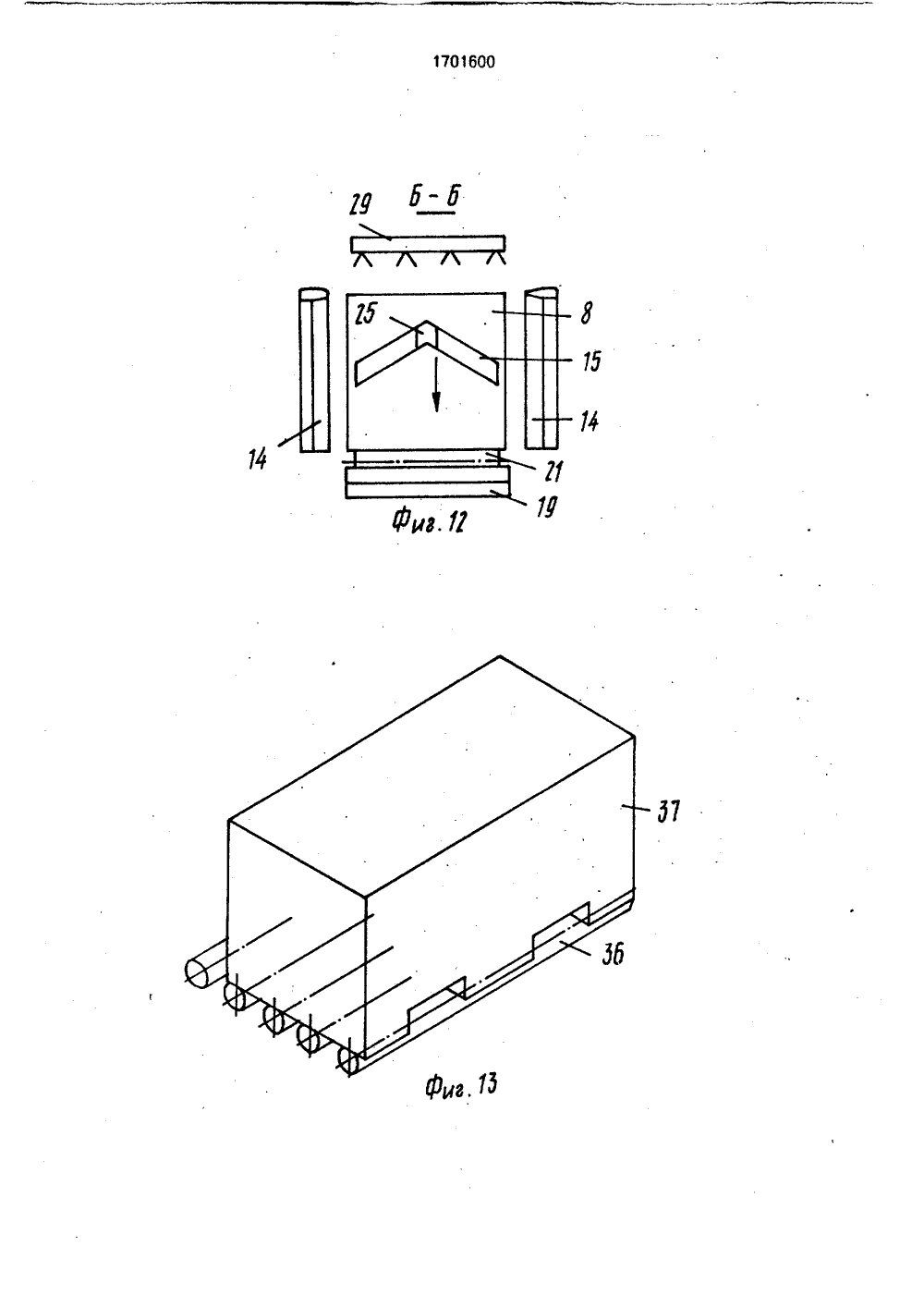
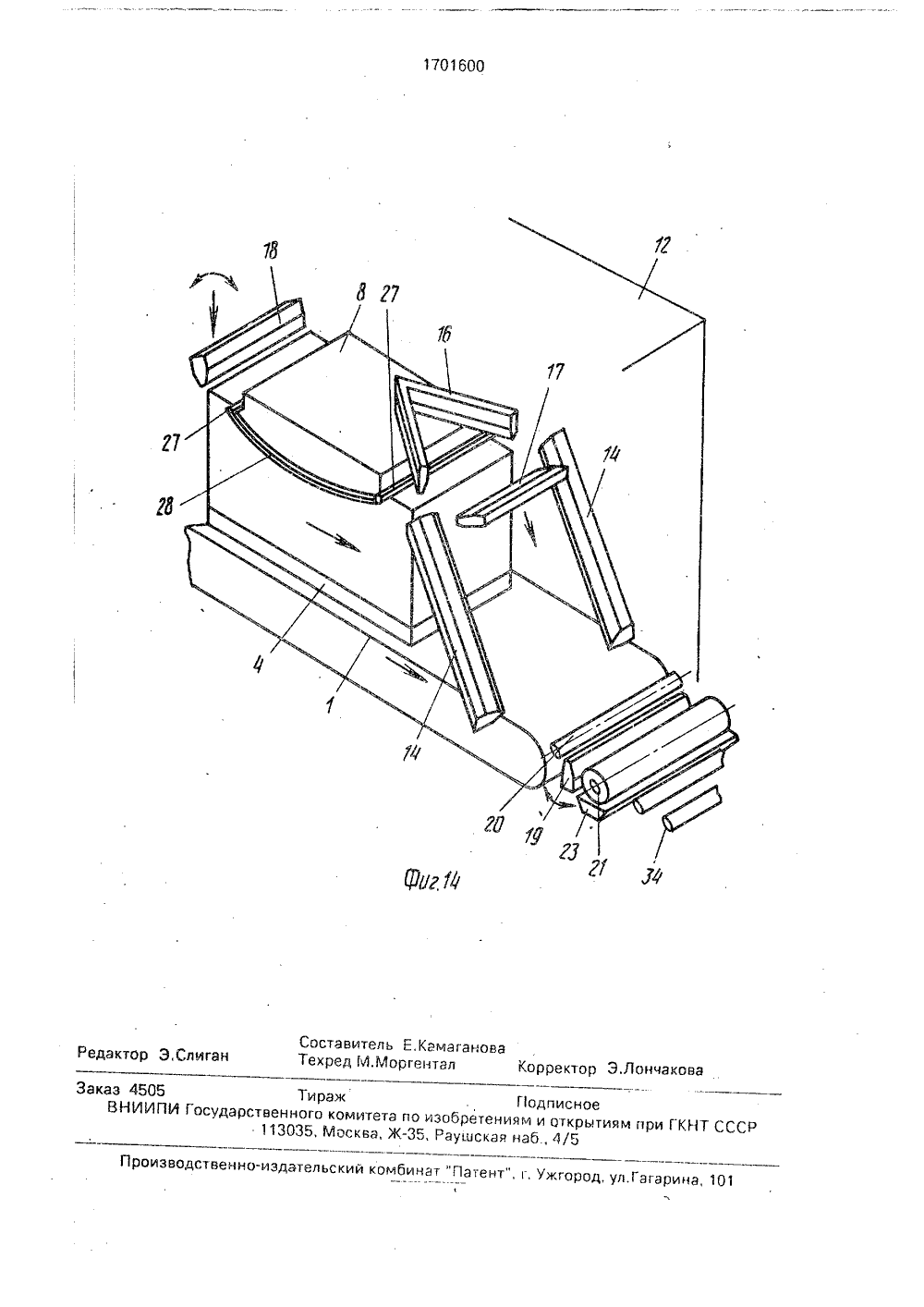
)5 В 65 В 53/О омитетОТКРЫТИЯМ ГОСУДАРСТВЕННЫЙПО ИЗОБРЕТЕНИЯМПРИ ГКНТ СССР ИЗОБРЕТЕН И ОПИСА АВТОРСКОМУ СВИДЕТЕЛЬСТ(21) 43 (22) 25 (46) 30 (75) Г. (53) 62 (56) Па кл, В 6 ИЯ БЕСПОД НИХ ПРЕДМЕ ДЛЯ ЕГО(54) СПОСОБ УПАКОВЫВАНДОННОГО ШТАБЕЛЯ ШТУЧТОВ И ЛИНИЯОСУЩЕСТВЛЕНИЯ(5Изобретение касается техники упаковывания бесподдонного штабеля штучных предметов и может быть использовано в легкой, пищевой и других отраслях промышленности. Цель изобретения - ускорение и упрощение процесса, повышение качества упвковывания и снижение энергозатрат, а также упрощение конструкции, повышение производительности. Штабелирование осуществляют нэ листе 4 полимерной пленки, в котором могут быть выполнены отверстия. Концы листа 4 загибают и зажимают между слоями предметов. На верхней грани штабео 7036/13.12.91. Бюл, Мг 48С,Виницкий1.798,4 (088.8)тент СССР В 11512005 С 53/02, 1977,ля 8 формируют выемки под вильчатый захват автопогрузчика, После накрывания штабеля пленочной оболочкой 9 осуществляют термоусадку направленными источниками тепла, которые представляют собой газовые горелки. Горелка 18 усаживает пленку в выемках штабеля 8, горелка 16 - на верхней грани штабеля 8, горелки 14 - на боковых гранях, горелка 17 и горелка, расположенная перед гооелкой 18 по направлению движения конвейера 1 соответственно на передней и задней торцовых гранях штабеля 8, Термоусадку пленки на нижней грани штабеля 8 можно проводить с помощью горелки. Душирующее устройство и приводной ролик 21, покрытый гидрофильным пористым упругим материалом 22 и частично погруженный в ванну с охлаждающей жидкостью, охлаждают пленку после термоусадки. Пленочная оболочка 9 и лист 4 в процессе термоусадки герметично сварива- ются и при охлаждении плотно обтягивают штабель 8. Далее штабель кантуют на 180 и отправляют на складирование. 2 с. и 7 з,п. ф-лы, 14 ил,1701600 Составитель Е,КамагановТекред М.Моргентал Редактор З,Слига рректор Э,Лончакова а Производств тельский комбинат "Патент", г, Ужгород, ул.Гагарина,Ъ 4505 Тираж НИИПИ Государственного комитета по и 113035, Москва, Ж, Подписноеобретениям и открьтиям при ГКНТ СССРаушская наб., 4/5Изобретение относится к способам иустройствам для упаковывания и предназначено для упаковывания бесподданногоштабеля штучных предметов.Цель изобретения в части способа - ускорение и упрощение процесса, повышениекачества упаковывания, а также снижениеэнергозатрат,Цель изобретения в части устройства -упрощение конструкции, повышение производительности и качества упаковывания,Способ упаковывания бесподдонногоштабеля штучных предметов предусматривает штабелирование штучных предметов сиспользованием листа полимерной пленки 15и фирмированием выемок под вильчатыйзахват на верхней грани штабеля, наложение на штабеЛь пленочной оболочки, формованйепленочной оболочки в выемкахштабеля, термоусадку пленочной оболочки 20путем подачи тепла и кантование штабеляона 180 . При этом штабелирование ведут,укладывая на лист полимерной пленки поменьшей мере один слой предметовпослечего загибают концы листа на поверхности 25слоя предметов и укладывают последующиеслои предметов на загнутые концы листапленки. При термоусадке подачу тепла наверхнюю грань штабеля ведут в направлении от передней грани штабеля вдоль его 30продольной оси, на боковые грани - в направлении от линии пересечения переднейи верхней граней к линии пересечения за. дней и нижней граней, а на торцовые грани- в напоавлении от верхней к нижней грани, 35Перед штабелированием целесообразно в листе пленки выполнить отверстия,располагая их на предполагаемых линияхсгиба листа, образующихся при завордчивании и укладке его концов на слой предметов, а подачу тепла на заднюю торцовуюгрань штабеля на участке перекрытия листапленочной оболочкой вблизи отверстий осуществить до окончания выхода воздуха изпленочной оболочки. 45Способ упаковывания осуществляют спомощью предлагаемой линии.Нэ фиг, 1 изображена линия для упаковывания бесподдоного штабеля штучныхпредметов, общий вид; на фиг, 2 - операция 50укладки слоя предметов на лист пленки; нафиг. 3 - операция загибания концов. листа,на фиг, 4 - параллельные транспортеры научастке штабелирования; на фиг, 5 - наложение пленочной оболочки на штабель; на 55фиг, 6 - штабель, покрытый пленочной оболочкой; на фиг. 7 - усэживание пленки ввыступах и на верхней грани штабеля; нафиг, 8 - вид А нэ фиг. 7; на фиг, 9 - узел нафиг. 6; на фиг. 10 - усаживание пленки на задней торцовой грани штабеля; на фиг. 11 - устройство для кантования штабеля, вид сверху; на фиг, 12 - вид Б - Б на фиг. 10, расположение направленных источников тепла (горелок) относительно штабеля; на фиг. 13 - бесподдонный штабель, упакованный в пленку; на фиг. 14 - процесс термоусадки полимерной пленки на штабеле, имеющем выемки, расположенные по краям верхней грани, схема.Линия для упаковывания бесподдонного штабеля штучных предметов содержит связанные между собой конвейером 1 участок 2 штэбелирования штучных предметов 3 на листе 4, имеющем отверстия 5, с установкой прокладок 6, устройство 7 для наложения на штабель 8 пленочной оболочки 9, приспосбление 10 для формования пленочной оболочки 9 в выемках 11 штабеля 8, устройство 12 для термоусадки и устройство 13 для кантования штабеля на 180.Устройство 12 термоусадки содержит направленные источники тепла, выполненные в виде газовых горелок. По боковым сторонам конвейера 1 вдоль его продольной оси под углом (20 - 70) к горизонтальной плоскости смонтированы две горелки 14, предназначенные для усадки пленки на боковых геранях штабеля 8, Для усэживания пленочной оболочки 9 на задней торцовой грани штабеля 8 служит горелка 15 /-образной формы, Горелка расположена тэк, что ее острие направлено вверх, и смонтирована с возможностью перемещения вдоль наклонных горелок 14 в вертикальной и горизонтальной плоскостях. Для усаживания пленочной оболочки 9 на верхней грани штабеля 8 служит горелка 16 Ч-образной формы, повернутая острием против направления перемещения конвейера и расположенная над наклонными горелками 14. Горелка 17 предназначена для усаживэния пленочной оболочки 8 на передней торцовой грани штабеля 8. Она смонтирована с возможностью перемещения вдоль наклонных горелок 14 в горизонтальной и вертикальной плоскостях,Устройство 12 для термоусадки может содержать дополнительный источник тепла - газовую горелку 18 для усадки пленки в выемках 11 штабеля 8, смонтированную с возможностью поворота вокруг горизонтальной оси и перемещения в вертикальном направлении,Целесообразно также у выходного участка конвейера 1 разместить дополнительный источник тепла - газовую горелку 19 для усадки пленки на нижней грани штабеля 8, и смонтировать ее с возможностьюповорота вокруг горизонтальной оси, перпендикулярной оси конвейера 1.Перед и за дополнительной горелкой 19в направлении перемещения конвейера 1могут быть установлены ролики 20 и 21. Ролик 21, расположенный эа горелкой 19, выполнен приводным, покрыт гидрофильнымпористым упругим материалом 22 и частично размещен в ванне 23 с охлаждающейжидкостью, Привод ролика 21 осуществляется через фрикционную муфту 24,Устройство 12 для термоусадки можеттакже содержать дополнительный источниктепла 25 для создания локального потока.Его размещают в верхней части Ч-образного источника, предназначенного для усадкипленки на задней торцовой грани штабеля8- газовой горелки 15.Конвейер 1 на участке 2 штабелирования может состоять из двух параллельныхтранспортеров 26. Транспортеры 26 смонтированы с возможностью перемещения вгоризонтальной плоскости для поочереднойподачи штабелей 8 к устройству 7 для наложения на них пленочной оболочки 9.Приспособление 10 для формованияпленочной оболочки 9 в выемках 11 штабеля8 целесообразно выполнять состоящим изсьемных, покрытых антифрикционным ма=териалом планок 27, попарно соединенныхпружинами 28.За приводным роликом 21 над конвейером 1 на высоте, превышающей высоту штабеля 8, установлено душирующееустройство 29 для охлаждения усаженнойоболочки 9.Устройство 13 для кантования штабеля8 на 180 включает поворотную колонну 30и кантователь 31, содержащий верхнюю 32и нижнюю ЗЗ решетки. Решетка 32 повторяет форму верхней грани штабеля 8. На участке кантования и за ним конвейер 1содержит последовательно расположенныерольганги 34 - 36 для перемещения упакованного штабеля 8. При этом рольганги 35 и36 смещены в горизонтальной плоскости относительно продольной оси рольганга 34,Продольная ось рольгангов 35 и 36 проходит через ось вращения поворотной колонны 30. Рольганг 35 снабжен короткимироликами 37. Горелка 15 смонтирована свозможностью раздельной подачи газа вверхнюю и нижнюю части горелки для образования на оболочке 9 клапана 38.Способ с помощью предлагаемого устройства осуществляют следующим образом,На конвейере 1 на участке 2 штабелирования укладывают лист полимерной пленки4, имеющий отверстия 5, На его середину укладывают прокладку 6. На нее с расположением "в замок" послойно укладываютштучные предметы 3 (фиг. 2), Если предметы3 находятся в легко повреждаемой индиви 5 дуальной упаковке, то между их слоями также укладывают прокладки 6 из тонкогокартона или бумаги,После укладки на лист 4 одного или нескольких слоев предметов 3 его края эагиба 10 ют и укладывают на слой (слои) предметов3. При этом отверстия 5 оказываются налинии сгиба листа 4 (фиг. 3), На загнутые. края листа 4 укладывают последующие слоипредметов 3. При укладке последнего слоя15 между рядами предметов 3 оставляют промежутки, формируя тем самым выемки 11под вильчатые захваты на поверхности штабеля 8. На этот слой укладывают фигурнуюпрокладку 6 (фиг;5), Края этой прокладки 620 могут быть зафиксированы липкой лентой,Если производительность операции штабелирования недостаточная по сравнению споследующими операциями, то ее проводятна двух параллельных транспортерах 2625 (фиг. 4),С участка 2 штабелирования штабель 8подается к устройству 7 для наложения пленочной оболочки 9. Обычно оболочка 9 представляет собой мешок прямоугольной30 формы, открытый с одной стороны (фиг. 5).Пленочная оболочка 9 может быть выполнена и составной, В этом случае на штабель 8накладывают лист пленки свисающий совсех сторон штабеля 8, а поверх него накла 35 дывают еще один лист пленки с перекрытием на всю высоту боковых и торцовыхграней штабеля 8, Размеры оболочки 9 выбирают такими, чтобы при ее наложенииперекрывались отверстия 5 на сгибах листа40 4. Оболочку 9 можно скреплять липкой лентой или подвязывать ее концы. Плотное облегание штабеля 8 оболочкой 9 будетдостигнуто при термоусадке,В приспособлении 10 в основании их45 выемок 11 устанавливают планки 27, предварительно сжимая пружины 28 (фиг. 9). Если выемки 11 выполняют по краям верхнейграни штабеля 8, то пружины 28 выполняют,как правило, большего размера и разжима 50 ют перед установкой планок 27 (фиг, 14),После этого штабель 8, покрытый оболочкой9, подают в устройство 12 для термоусадкиполимерной пленки,Пламенем горелки 18 поочередно уса 55 живают пленку в выемках 11. При приближении штабеля 8 к горелке 16 начинаютподачу в нее горючего газа. При этом происходит усадка пленки на верхней грани штабеля 8. За счет того, что горелка 16выполнена Ч-образной и повернута острием1701600навстречу движению штабеля 8, воздух сво- При достижении гбодно выходит че еэ ели метижении горелкой 15 уровня отд т через щели между пденоч- верстий 5 на сгибелиста 4 пленки она начиной оболочкой 9 и боковыми г анями нает двигаться только в горизонтальнойшта еля, не скапливаясь перед Выем;ами плоскости за б 8, П э ом по ч11, где пленка уже усажена,шта елем, и этом по ч, ена, 5 газаосуществдяютлишьвверхнюючасть 25к., агреваемая таким образомПосле того, как вся горелка 16 окажетсягорелки 15, Нагренад штабелем 8, к его верхнему краю подой- часть пгенбг, чочнои о олочки 9 не приляжет кдут боковые горелки 14. Начнется термоусад- лист 4 до полндо полного выхода воздуха из-подка пленочной Оболочки У на боковых гранях нее образуя те,р уя тем самым своеобразный клаштабеля 8, Соскальзывая с боковых граней, 10 пан 38 (фиг. 10). Пя горелокчастично усаживает плен- духа иэ-под пленочн бнои о алочки 9 и листа 4у нижнеи грани штабеля, Так как горел- подачу газа в го елк 15 и кклонены к горизонтальной Вращают ее в исходное положение,плоскости, вытесняемый из заза ов междободр у В процессе термоусадки боковых и торо Олочкой 9 иштабелем 8 воздухбеспрепят цовых р бГранеи шта едя происходит свариваственно выходит из-под усаживаемой плен- ние пленочной оболочки 9 и листа 4 по всемуки через нижний откры 1 ый край Ободочки 9. периметру штабеля 8, П и тз х Вы. -легающая штабел 8здух вьходит через отвер- герметичная Гдотно обупаковка,После термоусадки пленки на участках, 20 Б течение всего и оприлегао их к лин.а, ". т чение всего процесса термоусадкид, с аконвеиере 1.Приэтомрщих к линии пересечения верхней штабель движет я наиостаются неподвижнымии передней граней штабеля 8, начина от горелки 16 и 14 оусадку передней грани штабеля 8 горелкой Относительно конвейе 1, 15, 18" (фиг 8). При этом горелка 17 движется и 17 совдрва Овершаю 1 движение, как изложенопараллельно боковым наклонным горелкам 25 зыше14, Г ориэонтальная СОСтавляющая с 1 орости П-"дд,- д бреддагаемый способ может быть реагучае, если производится терев движения равна скорости движения кон- лизован и В сдучавейера, а вертикальная составляющая ско- ,О,садка штабеля 8,,с.дка штабеля 8, находящегося нарости ее движения определяется из неподвижном конвейе 1. Псоотношениянвеиере . При этом горел 30,и 14 и ,6 будут перемещаться параллельночв = ЧкТ 9 й,-Iпродольной Оси конвейера 1; горелки 17 игде к - скорость движения конвей ра 1 на1 - в Вертикагьно,участке термоусадки, - В 5 - кальнои плоскости, а го елка- вдоль конвейера 1 в вертикайьной плоскоЯ - угол наклона боковых Горелок 14р о, 14 к ,тя и поворачивается вокруг оси, перпендиГориэонтадьной плоскости,55 кудярнои продольной оси конвейера 1.После того, ка, вся пеое няя т, ": в,;,д я -Орцов я Ддя полной термоусадки полимернойгрань штабеля 8овсгибе лд ро я отверстии 5 на пленки на нижней грани штабе 8та еля испольГО едк 17 и, ибе листа 4 будет усажена, подачу Газа в эуют горедк 19. Пдку . одачугазавнееначинаютгорелку, прекрагцают и возвращают ее В после выключения горелки 1. Го елка 19исходное положение.релки . орел ка40 повернута к передней грани штабеля 8. ФаЗадержка подвода горелки 17 к линии кел пламени с не будет усажи ьпересечения верхней и пе е нейд саживать частьр д,гранеи листа 4, ксторая была загнута на переднююштабеля 8 и меньшая по с авненир: ю . шири- рань. Аналогично усаживается часть листаной штабеля О дина го.- д редки 17 позволяет, на задней торцовой грани штабеля 8, Прибеля 8,исключить переГрев пленки на ребрах шта поохождении нижней Гран б 8й грани штабеля 8 надгорелкой 19 факел пламени последней направденертикадьювверх проц ссетеродачу газа в Ч-образную горелку 16 моусадки нижней гранищ р у после того, как факел поддерживается приводным роликом 21.пламени от нее соскользнетк, ь, с вер,ней грани 0 После термоусадки пленка на ве хней,р р р,уе- Ооковьх и торцовых гранях охлаждается дуа верхнеи,мое пересечением верхней и задней торцо- шиоующим устрройством 9, а на нижней29,й гранеи, минует горелки 14, подают гаэ в грани - роликом 21,, покрытым пористымгорелку 1 о,выполненнуюввидепереве н-;я о иб .1р-; ядроф Гльным упругим материалом 22, натои .уквы К Начинается усадка оденкитоК Е у:,1 ег, на,о пример губкой, и частично погруженным взадней торцовой грани, Горелка 15 движет- Ванну 25 с охдакдааще д с ью. Зтаащеи жидкостью.р , 7. После прохожде- предотвращает повреждение размягченааще д с ью. трния боковыми гранями го едок 4 п,ч4, Ода гу нои пленки при контакте с родьгангами 34 -Гаэа В ПОСДЕДНИЕ ПгЕКРВ аот,р р .ца -6 и решетками 32, 33 кантователя 31,Фрикционная муфта 24 уравнивает ско, рости ролика 21 и конвейера 1 и дополнительно охлаждает ролик 21,Далее штабель 8 в оболочке 9 по рольгангу 34 подается к кантовэтелю 31, нижняя 5подъемная решетка 33 которого прижимаетупакованный штабель 8 к верхней решетке32. Закрепленный между решетками 32 и 33штабель 8 переворачивается на 180, послечего кантователь 31 поворачивается вокруг 10колонны 30 на 90 и упакованный штабель8 опускается на короткие ролики 37 рольганга 35.Упакованные штабели 8, представляющие собой бесподдонные пакеты с выемками под вилы автопогрузчика,накапливаются на рольганге 36, с которогоони .;нимаются автопогрузчиком и складирук гся,Таким образом, предлагаемый бчособ 20упаковывания бесподданного штабеляштучных предметов и линия для его осуществления позволяют повысить производительность и качество упаковывания,снизить знергозатоаты и упростить процесс 25упаковывания и конструкцию,Формула изобретения1. Способ упаковывания бесподдонногоштабеля штучных поедметов, включающийштабелирование предметов с использованием листа полимерной пленки и формированием выемок под вильчатый захват наверхней грани штабеля, наложение на штабель пленочной оболочки, формование последней в выемках штабеля, термоусадку 35пленочной оболочким путем подачи тепла икантование штабеля на 180, о т л и ч а ю щи й с я тем, что, с целью ускорения и упрощения процесса, повышения качества упаковывания, а также снижения энергозатрат, 40при штабелировании на лист полимернойпленки укладывают по меньшей мере одинслой предметов, после чего концы листа за гибают и укладывают нэ поверхность слояпредметов, затем укладывают последующие слои предметов нэ загнутые концы листа пленки, при этом при термоусадкеподачу тепла на верхнюю грань штабеляведут в направлении от передней граништабеля вдоль его продольной оси, на боковые грани - в направлении от линии пересечения передней и верхней граней к линиипересечения задней и нижней граней, а наторцовые грани - в направлении от верхнейк нижней рани, 55 2. Способ по п, 1, от л и ч а ю щ и й с я тем, что перед штабелировэнием в листе пленки выполняют отверстия, располагая их на предполагаемых линиях сгиба листа,образующихся при заворачивании и укладке его концов на слой предметов.3, Способ по пп. 1 и 2, отл и ч а ю щий с я тем, что подачу тепла на заднюю торцовую грань штабеля нэ участке перекрытия листа пленочной оболочкой вблизи отверстий осуществляют до окончания выхода воздуха из пленочной оболочки,4, Линия для упаковывания бесподдонного штабеля штучных предметов, содержащая связанные между собой конвейером участок штабелирования, устройство для наложения на штабель пленочной оболочки, приспособление для формования пленочной оболочки в выемках штабеля, устройство для термоусэдки и устройство для кантования штабеля на 180 О, о т л и ч а ю ща я с я тем, что, с целью упрощения конструкции, повышения производительности и качества упаковывания, устройство для термоусэдки содержит направленные источники тепла, при этом два из них предназначены для усадки боковых граней штабеля и смонтированы с наклоном к горизонтальной плоскости по боковым сторонам конвейера вдоль его продольной оси, над ними располокен источник Ч-образной формы для усадки верхней грани штабеля, над конвейером размещен источник для усадки передней торцовой грани штабеля и источник Ч-образной формы для усадки задней торцовой. грани штабеля, острие которого направлено вверх.5, Линия по п.4, от л и ч а ю ща я с я тем, что устройство для термоусадки содержит дополнительный источник тепла для усадки пленки в выемках штабеля.б. Линия по и. 4, о т л и ч а ю щ а я с я тем, что устройство для термоусадки дополнительно содержит источник тепла для усадки нижней грани штабеля, смонтированный у выходного участка конвейера, и два ролика, расположенных перед и за указанным источником тепла в направлении перемещения конвейера, при этом ролик, расположенный за источником тепла, выполнен приводным, покрыт гидрофильным пористым упругим материалом и частично размещен ъ ванне с охлаждающей жидкостью,7. Линия по и. 4, от л и ч а ю щ а я с я тем, что устройство для термоусадки содержит дополнительный источник тепла для создания локального потока, размещенный в верхней части Ч-образного источника, предназначенного для усадки задней торцовой грани штабеля.8. Линия по и. 4, о т л и ч а ю щ а я с я тем, что конвейер на участке штабелирова1701600 12 ф) ния состоит из двух параллельных транспортеров, смонтированных с возможностью перемещения в горизонтальной плоскости для поочередной подачи штабелей к устройству для наложения на штабель пленочной оболочки. 9, Линия по и. 4, о т л и ч а ю щ а я с ятем, что приспособление для формования пленочной оболочки в выемках штабеля состоит из сьемных, покрытых антифрикцион ным материалом планок, попарносоединенных пружинами. сне, ее 1 Ф З
СмотретьЗаявка
4397036, 25.03.1988
Г. С. Виницкий
ВИНИЦКИЙ ГЕННАДИЙ СЕМЕНОВИЧ
МПК / Метки
МПК: B65B 53/02
Метки: бесподдонного, линия, предметов, упаковывания, штабеля, штучных
Опубликовано: 30.12.1991
Код ссылки
<a href="https://patents.su/12-1701600-sposob-upakovyvaniya-bespoddonnogo-shtabelya-shtuchnykh-predmetov-i-liniya-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ упаковывания бесподдонного штабеля штучных предметов и линия для его осуществления</a>
Устройство для упаковывания в пленку группы штучных предметов

Номер патента: 1578032
Опубликовано: 15.07.1990
Авторы: Котеняткин, Пустовалов
МПК: B65B 9/06
Метки: группы, пленку, предметов, упаковывания, штучных
...на толкателе 22 рычагов 23 и цепей 24, Последние смонтированы на звездочках 25, которые попарно закреплены на направляющих 1 8 с их наружной стороны.Устройство работает следующим образом.В исходном положении толкатель 22 размещен в крайнем левом положении. Петлеобразователь находится в вытянутом положении на уровне направляю" щих пазов 17 и расположен относитель" но толкателя 22 на расстоянии, большем длины упаковьшаемого пакета 8.Сформированный пакет 8 с платформы 1 толкателем перемещается на платФорму 2. Одновременно с толкателем 22 перемещаются жестко закрепленные на ием рычаги 23, приводящие в движение цепи 24. Цепи 24, перемещаясь, приводят в движение пальцы 21, жестко соединенные с цепями 24 и размещенные в пазах 17...
Способ и приспособление для отметки смены заснятых участков светочувствительной пленки в пленочных фотографических аппаратах

Номер патента: 22461
Опубликовано: 31.08.1931
Автор: Березенцов
МПК: G03B 1/60, G03B 17/18
Метки: аппаратах, заснятых, отметки, пленки, пленочных, светочувствительной, смены, участков, фотографических
...предлагается приспособление, изображенное . на прилагаемом чертеже и состоящее из укрепленного на крышке коробки 3 штифта 4 для пружины 5, оканчивающейся наконечником б, который может входить в отверстие 2 пленки 1 и наклонной плоскости 7, укрепленной к коробке 3.При протягивании пленки наконечник 6 войдет в отверстие 2, а затем пленка потянет его за собою, пока пружина 5 не найдет на плоскость 7, вследствие чего наконечник б выйдет из отверстия 2 и пружина 5, возвращаясь в начальное положение, ударит по пластинке или звонку 8. Отверстия 2 могут быть расположены или по краям пленки илипосередине,Ю, Г. 1. Способ отметки смены заснятыхучастков светочувствительной пленкив пленочных фотографических аппаратах,отличающийся тем, что момент...
Устройство для упаковывания штабеля предметов в пленочную оболочку в виде колпака

Номер патента: 1625328
Опубликовано: 30.01.1991
МПК: B65B 9/00
Метки: виде, колпака, оболочку, пленочную, предметов, упаковывания, штабеля
...3 упаковываемцх предметов (фиг, 1). После этого приводят в действие двухниточные ленточные транспортеры 11 и цепи 16, рама 17 опускается в рукав 5 на штабеле 3 упаковываемых предметов, немного протягивая его вниз, Затем направляющие элементы 8 переводят вверх и приводят в действие сварочное 10 и отрезное 9 устройства, После этого двухниточные ленточные транспортеры 11 снова приводят в действие и одновременно перемещают вних качающиеся рычаги, благодаря чему края рукава 5 с изгибами вытягивают из приемных концов двухниточных ленточных транспортеров 11. Одновременно раму 17 с захватными элементами 20 и.усадочной го 16253285 10 15 20 25 30 35 40 рамы,релкой 22 передвигают дальше вниз, пока на штабель 3 упаковываемых предметов не будет...
Агрегат для упаковывания групп штучных предметов в пленочную оболочку

Номер патента: 1831457
Опубликовано: 30.07.1993
Авторы: Козлова, Кречмер, Паршиков, Рождествина, Шулов
МПК: B65B 35/40, B65B 9/00
Метки: агрегат, групп, оболочку, пленочную, предметов, упаковывания, штучных
...установлена с возможностью перемещения параллельно транспортеру 1, соединена с пневмоцилиндром 23, снабженным датчиками 24, 25, над ней закреплены магазин 3 подложек 26 и собачки 27 фиксации подложки,Обандероливающий механизм 5 включает в себя механизм 28 подачи пленки 29, прижим 30 с пневмоцилиндром 31, снабженным датчиком 32, сварочную губку ЗЗ, прижимную губку 34 с пневмоцилиндром 35, отводящий рольганг 36. Далее смонтирована термопечь 6 с транспортером 37. Агрегат работает следующим образом, Штучные предметы 2 подаются транспортером 1 на раздвижную площадку 8 до ограничителя 17 и датчика 19, по сигналу которого пневмоцилиндр 14 толкателем 13 сдвигает ряд предметов по площадке 8 по направлению к ограничителю 18, отсекая остальные...
Устройство для формирования штабеля предметов

Номер патента: 1555186
Опубликовано: 07.04.1990
Автор: Глебов
МПК: B65B 5/10, B65G 57/08
Метки: предметов, формирования, штабеля
...стопки деталей со щитом 38. 30 35 40 После смещения стопки деталей вправо луч света от лампочки 36 снова освещает фотодатчик и последний останавливает привод транспортера. Затем на транспортер укладываются последующие слои деталей. 50 55 После того, как на листе 13 набирается пакет деталей заданных габаритов, управление устройством переключают на ручное. Включают привод транспортера, пакет перемещается до упора 17, а колесная платформа 19 упирается в упор 33. В этом крайнем положении роликовый стол 21 со щитом 37 подходит к гибкому листу 13 снизу верхней ветви транспортера и щит 37 размещается под пакетом. При дальнейшем движении колесной платформы 19 закреплены фото- датчик 35 и лампочка 36 (остальные конечные выключатели не...
Предыдущий патент: Устройство для укладки мелкой рыбы в банки
Следующий патент: Полужесткий контейнер
Случайный патент: Устройство для обрезки боковых кромок полосового материала