Способ формирования развертывающихся шевронных структур из гибкого листового материала и устройство для осуществления способа
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 133745
Автор: Люсьен

Текст
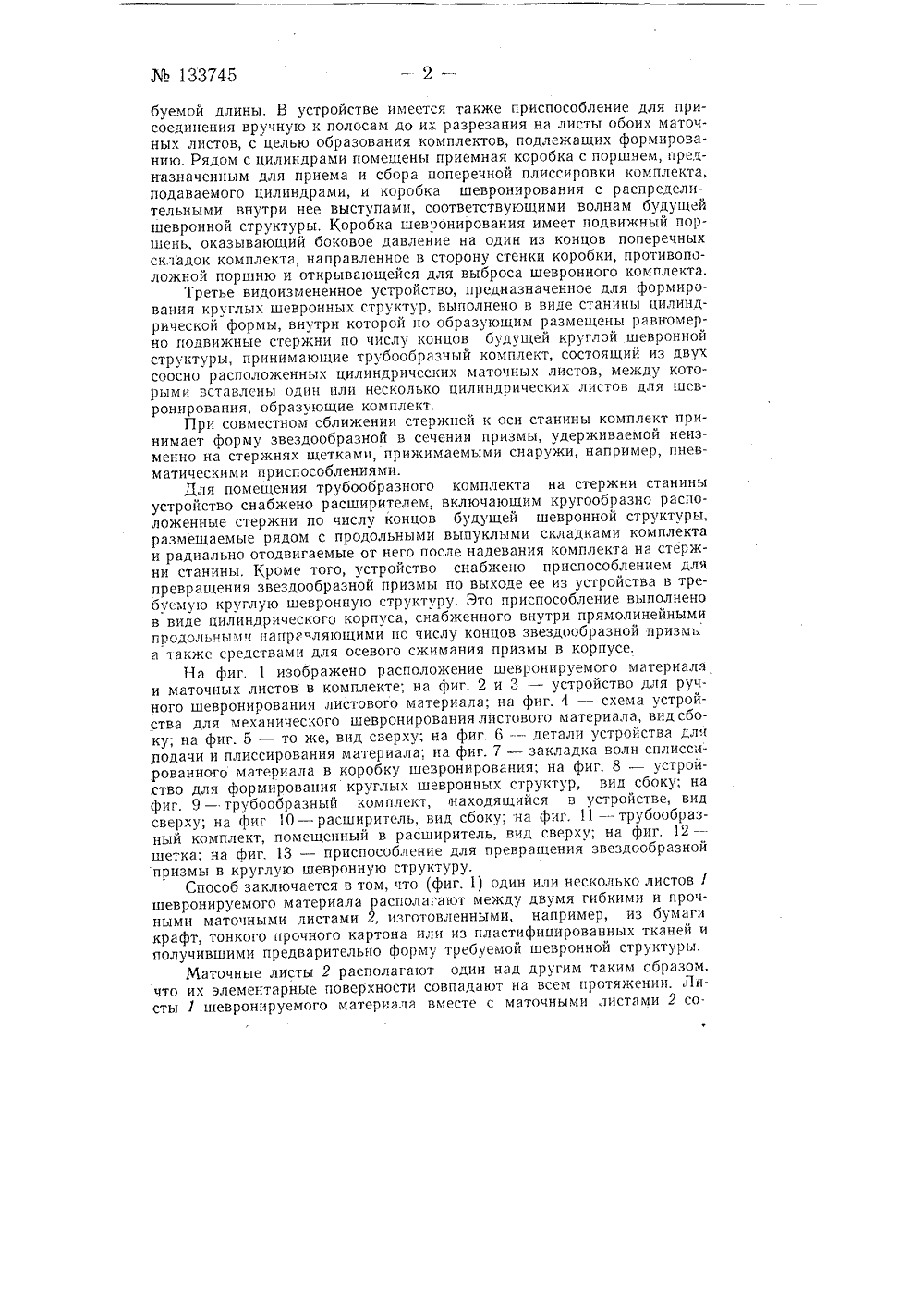
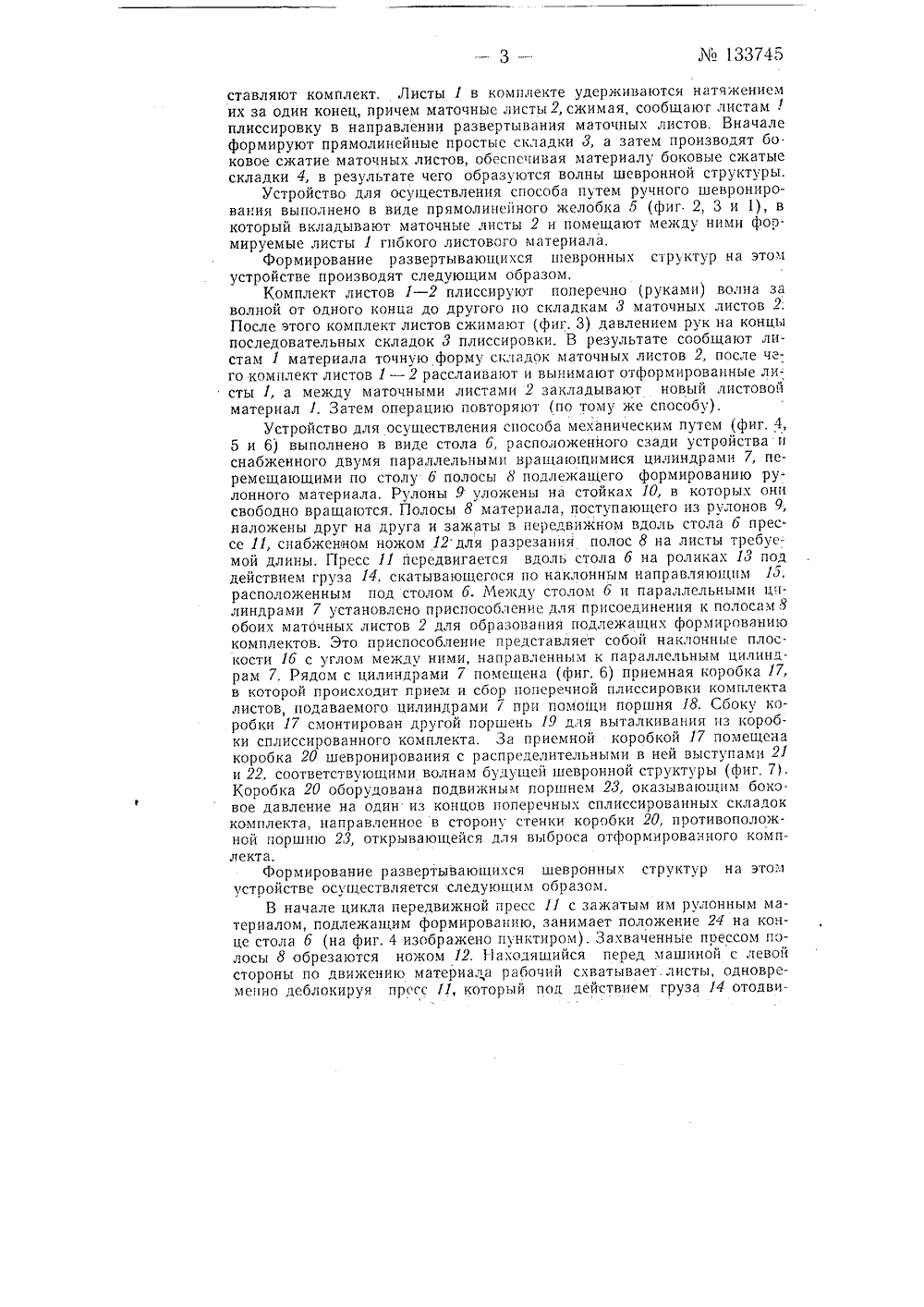
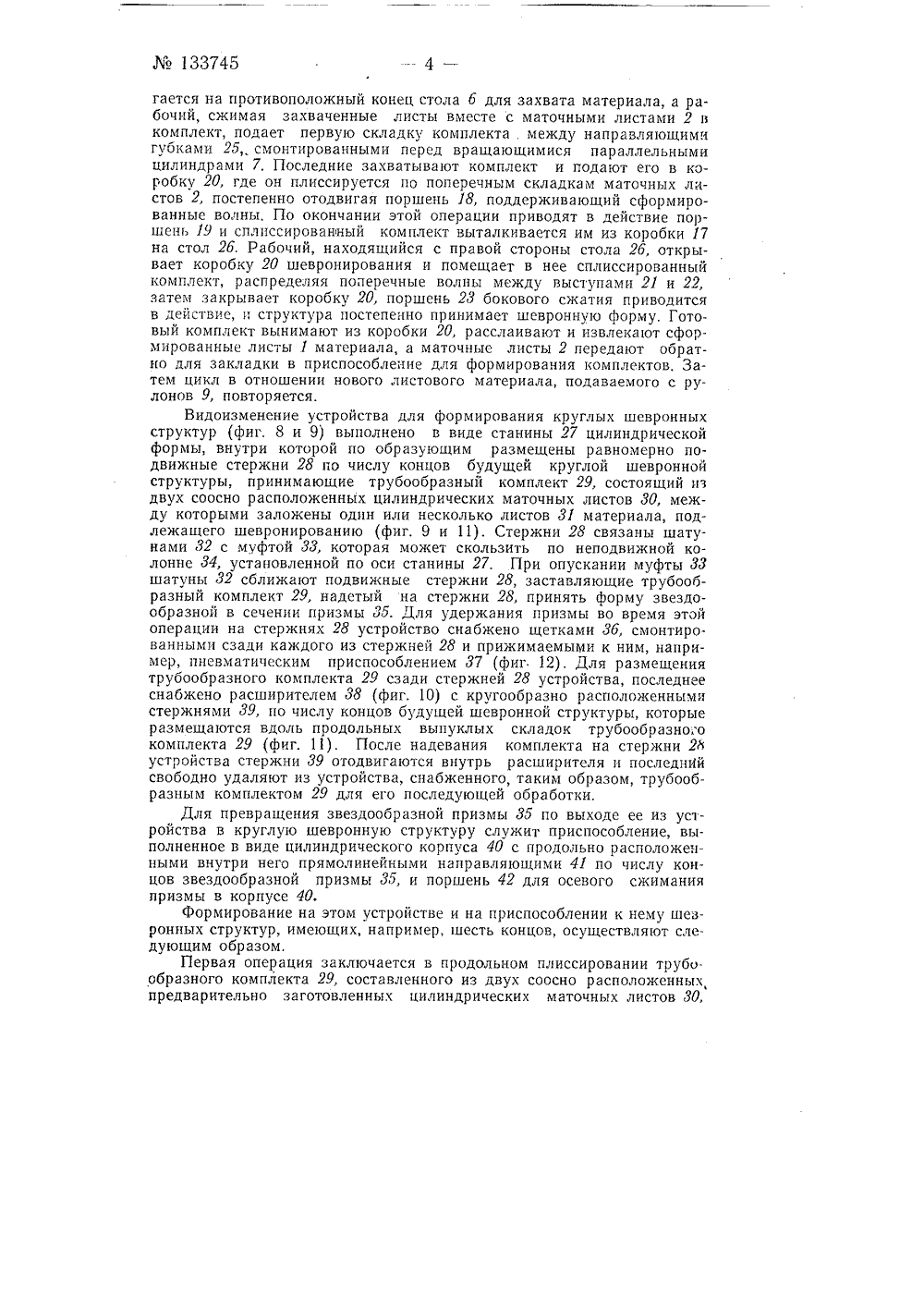
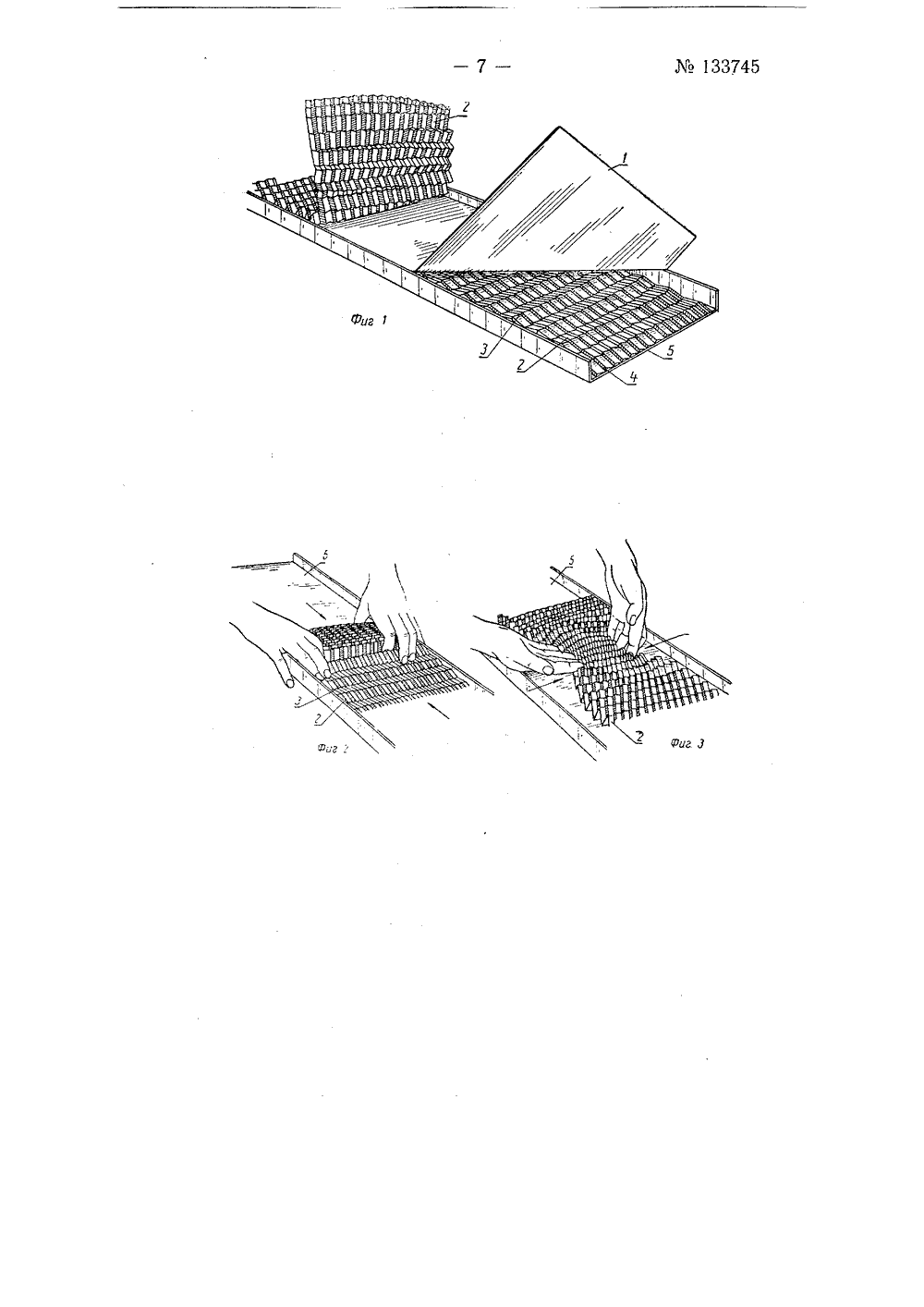
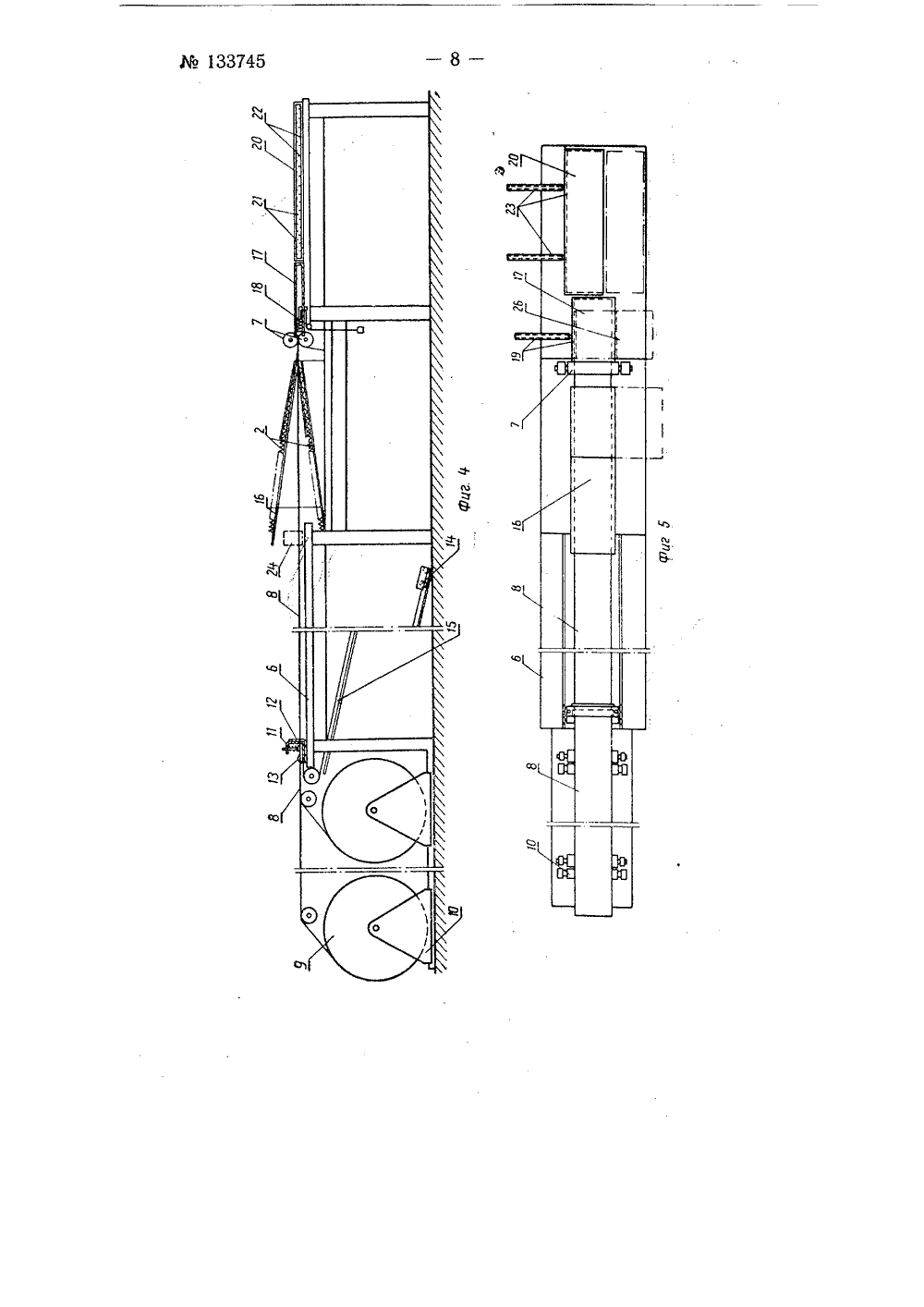
Класс 544, 9 И 13345 СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТВ ппа Л 5 2 Ю исна Иностранец Люсьен ран ция СПОСОБ ФОРМИРОВАНИЯ РАЗВЕРТЫВАЮЩИХСЯШЕВРОННЫХ СТРУКТУР ИЗ ГИБКОГО ЛИСТОВОГОАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯСПОСОБА еля 1960 г. за664980/28 в Комитет ио делам и открытий при Совете Министров СССР явлено 2 обретений Опубликовано в Боллетенс изобретений22 за 1960 ающихся ству для удоемкче шев осу опе Изобретение относится к способу формирования развертывронных структур из гибкого листового материала и устройществления этого способа, имеющим целью упростить торации шевронирования листового материала,В описываемом способе один или несколько лис 1 ов шевронируемэго материала располагают между двумя гибкими и прочными маточными листами, предварительно получившими форму будущей шевронной структуры, а всему комплекту листов (удерживаемых смежно) растяжением за один его конец, сообщают плиссировку в направлении развертывания маточных листов, обеспечивая материалу сжатие поперек плиссированных складок.Осуществление этого способа выполняется на устройствах, имеющих несколько видоизменений,Одно из них для ручного шевронирования выполнено в виде прямолинейного желобка и двух вкладываемых в него маточных листов, образующих совместно с помещаемыми между ними формируемыми листами комплект, плиссируемый вручную поперечно волна за волной, а затем сжимаемый надавливанием на концы последовательных складок,Другая конструкция устройства для осуществления способа механическим путем выполнена в виде стола, снабженного двумя параллельными цилиндрами, перемещающими по столу сзади устройства полосы подлежащего формированию рулонного материала, зажатого в передвижной вдоль стола пресс с ножом для разрезания полос на листы тре. Хазова Техред А. А. Камышникова Корректор Л. Комар Редактор Формат бум, 70)(108/ Тираж 700 Комитете по делам изобрете при Совете Министров СС а, Центр, М. Черкасский п, д Типография ЦБТИ Комитета по делам изо при Совете Министров СССР, Москв тений и открытий1 етровка, 14. Подп к печ. 11/Чг,Зак. 3713ЦБТИ при б Объем 0,86 усл. п. лЦена 13 копний и открытийбуемой длины, В устройстве имеется также приспособление для присоединения вручную к полосам до их разрезания на листы обоих маточных листов, с целью образования комплектов, подлежащих формированию. Рядом с цилиндрами помещены приемная коробка с поршчем, предназначенным для приема и сбора поперечной плиссировки комплекта,подаваемого цилиндрами, и коробка шевронирования с распределительными внутри нее выступами, соответствующими волнам будущейшевронной структуры, Коробка шевронирования имеет подвижный поршень, оказывающий боковое давление на один из концов поперечныхскладок комплекта, направленное в сторону стенки коробки, противоположной поршню и открывающейся для выброса шевронного комплекта.Третье видоизмененное устройство, предназначенное для формирования круглых шевронных структур, выполнено в виде станины цилиндрической формы, внутри которой по образующим размещены равномерно подвижные стержни по числу концов будущей круглой шевроннойструктуры, принимающие трубообразный комплект, состоящий из двухсоосно расположенных цилиндрических маточных листов, между которыми вставлены один или несколько цилиндрических листов для шсвронирования, образующие комплект.При совместном сближении стержней к оси станины комплект принимает форму звездообразной в сечении призмы, удерживаемой неизменно на стержнях щетками, прижимаемыми снаружи, например, пневматическими приспособлениями.Для помещения трубообразного комплекта на стержни станиныустройство снабжено расширителем, включающим кругообразно расположенные стержни по числу концов будущей шевронной структуры,размещаемые рядом с продольными выпуклыми складками комплектаи радиально отодвигаемые от него после надевания комплекта на стержни станины, Кроме того, устройство снабжено приспособлением дляпревращения звездообразной призмы по выходе ее из устройства в требуемую круглую шевронную структуру. Это приспособление выполненов виде цилиндрического корпуса, снабженного внутри прямолинейнымипродольными направляющими по числу концов звездообразной призмь.а также средствами для осевого сжимания призмы в корпусе,На фиг, 1 изображено расположение шевронируемого материалаи маточных листов в комплекте; на фиг. 2 и 3 - устройство для ручного шевронирования листового материала; на фиг. 4 - схема устройства для механического шевронированиялистового материала, видсбоку; на фиг. 5 - то же, вид сверху; на фиг. 6 - детали устройства длподачи и плиссирования материала; на фиг. 7 - закладка волн сплиссированного материала в коробку шевронирования; на фиг, 8 - устрой.ство для формирования круглых шевронных структур, вид сбоку; нафиг. 9 - - трубообразный комплект, находящийся в устройстве, видсверху; на фиг. 10 - расширитель, вид сбоку; на фиг. 11 - трубообразный комплект, помещенный в расширитель, вид сверху; на фиг. 12 -щетка; на фиг. 13 - приспособление для превращения звездообразнойпризмы в круглую шевронную структуру,Способ заключается в том, что (фиг. 1) один или несколько листов 1шевронируемого материала располагают между двумя гибкими и прочными маточными листами 2, изготовленными, например, из бумагикрафт, тонкого прочного картона или из пластифицированных тканей иполучившими предварительно форму требуемой шевронной структуры.Маточные листы 2 располагакт один над другим таким образом,что их элементарные поверхности совпадают на всем протяжении. Листышевронируемого материала вместе с маточными листами 2 со М 13345ставляют комплект. Листы 1 в комплекте удерживаются натяжением их за один конец, причем маточные листы 2, сжимая, сообщают листам 1 плиссировку в направлении развертывания маточных листов, Вначале формируют прямолинейные простые складки 3, а затем производят бо. ковое сжатие маточных листов, обеспечивая материалу боковые сжатые складки 4, в результате чего образуются волны шевронной структуры.Устройство для осуществления способа путем ручного шевронирования выполнено в виде прямолинейного желобка 6 (фиг. 2, 3 и 1), в который вкладывают маточные листы 2 и помещают между ними фоомируемые листы 1 гибкого листового материала,Формирование развертывающихся шевронных структур на этом устройстве производят следующим образом,Комплект листов 1 - 2 плиссируют поперечно (руками) волна за волной от одного конца до другого по складкам 3 маточных листов 2. После этого комплект листов сжимают (фиг. 3) давлением рук на концы последовательных складок 3 плиссировки. В результате сообщают листам 1 материала точную форму складок маточных листов 2, после чего комплект листов 1 - 2 расслаивают и вынимают отформированные листы 1, а между маточными листами 2 закладывают новый листовой материал 1. Затем операцию повторяют (по тому же способу).Устройство для осуществления способа механическим путем (фиг. 4, 5 и 6) выполнено в виде стола 6, расположенного сзади устройства и снабженного двумя параллельными вращающимися цилиндрами 7, перемещающими по столу 6 полосы 8 подлежащего формированию рулонного материала, Рулоны 9 уложены на стойках 10, в которых они свободно вращаются, Полосы 8 материала, поступающего из рулонов 9, наложены друг на друга и зажаты в передвижном вдоль стола 6 прессе 11, снабженном ножом 2 для разрезания полос 8 на листы требуемой длины. Пресс 11 передвигается вдоль стола 6 на роликах 13 под действием груза 14, скатывающегося по наклонным направляющим 1 А расположенным под столом 6, Между столом 6 и параллельными цилиндрами 7 установлено приспособление для присоединения к полосам 8 обоих маточных листов 2 для образования подлежащих формированию комплектов. Это приспособление представляет собой наклонные плоскости 16 с углом между ними, направленным к параллельным цилинд. рам 7, Рядом с цилиндрами 7 помещена (фиг. 6) приемная коробка 17, в которой происходит прием и сбор поперечной плиссировки комплекта листов, подаваемого цилиндрами 7 при помощи поршня 18. Сбоку коробки 17 смонтирован другой поршень 19 для выталкивания пз коробки сплиссированного комплекта. За приемной коробкой 17 помещена коробка 20 шевронирования с распределительными в ней выступами 21 и 22, соответствующими волнам будущей шевронной структуры (фиг, 7). Коробка 20 оборудована подвижным поршнем 23, оказывающим боко. вое давление на один из концов поперечных сплиссированных складок комплекта, направленное в сторону стенки коробки 20, противоположной поршню 23, открывающейся для выброса отформированного комплекта.Формирование развертывающихся шевронных структур на этом устройстве осуществляется следующим образом.В начале цикла передвижной пресс 11 с зажатым им рулонным материалом, подлежащим формированию, занимает положение 24 на конце стола 6 (на фиг. 4 изображено пунктиром). Захваченные прессом полосы 8 обрезаются ножом 12. Находящийся перед машиной с левой стороны по движению материа.ца рабочий схватывает, листы, одновременно деблокируя пресс 11, который под действием груза 14 отодви М 133745гается на противоположный конец стола 6 для захвата материала, а рабочий, сжимая захваченные листы вместе с маточными листами 2 в комплект, подает первую складку комплекта . между направляющими губками 25 смонтированными перед вращающимися параллельными цилиндрами 7, Последние захватывают комплект и подают его в коробку 20, где он плиссируется по поперечным складкам маточных листов 2, постепенно отодвигая поршень 18, поддерживающий сформированные волны, По окончании этой операции приводят в действие поршень 19 и сплпссированный комплект выталкивается им из коробки 17 на стол 26. Рабочий, находящийся с правой стороны стола 26, открывает коробку 20 шевронирования и помещает в нее сплиссированный комплект, распределяя поперечные волны между выступами 21 и 22, затем закрывает коробку 20, поршень 23 бокового сжатия приводится в действие, и структура постепенно принимает шевронную форму. Готовый комплект вынимают из коробки 20, расслаивают и извлекают сформированные листы 1 материала, а маточные листы 2 передают обратно для закладки в приспособление для формировачия комплектов. Затем цикл в отношении нового листового материала, подаваемого с рулонов 9, повторяется.Видоизменение устройства для формирования круглых шевронных структур (фиг, 8 и 9) выполнено в виде станины 27 цилиндрической формы, внутри которой по образующим размещены равномерно подвижные стержни 28 по числу концов будущей круглой шевронной структуры, принимающие трубообразный комплект 29, состоящий из двух соосно расположенных цилиндрических маточных листов 30, между которыми заложены один или несколько листов 31 материала, подлежащего шевронированию (фиг, 9 и 11). Стержни 28 связаны шатунами 32 с муфтой 33, которая может скользить по неподвижной колонне 34, установленной по оси станины 27. При опускании муфты 33 шатуны 32 сближают подвижные стержни 28, заставляющие трубообразный комплект 29, надетый на стержни 28, принять форму звездообразной в сечении призмы Зб. Для удержания призмы во время этой операции на стержнях 28 устройство снабжено щетками Зб, смонтированными сзади каждого из стержней 28 и прижимаемыми к ним, например, пневматическим приспособлением 37 (фиг 12). Для размещения трубообразного комплекта 29 сзади стержней 28 устройства, последнее снабжено расширителем 38 (фиг. 10) с кругообразно расположенными стержнями 39, по числу концов будущей шевронной структуры, которые размещаются вдоль продольных выпуклых складок трубообразно:о комплекта 29 (фиг. 11). После надевания комплекта на стержни 2 В устройства стержни 39 отодвигаются внутрь расширителя и последний свободно удаляют из устройства, снабженного, таким образом, трубообразным комплектом 29 для его последующей обработки,Для превращения звездообразной призмы Зб по выходе ее из устройства в круглую шевронную структуру служит приспособление, выполненное в виде цилиндрического корпуса 40 с продольно расположенными внутри него прямолинейными направляющими 41 по числу концов звездообразной призмы 36, и поршень 42 для осевого сжимания призмы в корпусе 40.Формирование на этом устройстве и на приспособлении к нему шевронных структур, имеющих, например, шесть концов, осуществляют следующим образом,Первая операция заключается в продольном плиссировании трубообразного комплекта 29, составленного из двух соосно расположенных предварительно заготовленных цилиндрических маточных листов 30, Ло 133745между которыми закладывают один или несколько цилиндрических листов Л для шевронирования. Установку трубообразного комплекта 23 в устройство для осуществления плиссирования комплекта производят с помощью расширителя (фиг, 10), для чего последний вкладывают кругообразно расположенными стеожнями 39 в трубообразнгяй комплект 29 таким образом, чтобы стержни 39 разместились вдоль продольных выпуклых складок комплекта. Затем комплект на расширителе переносят к устройству и помещают внутри него таким образом, чтобы каждая вогнутая складка оказалась сзади стержня 28 и комплект дошел до упора 43, при этом удержание вогнутых складок на стержнях 28 осуществляется щетками 3 б, прижимаемыми снаружи к стержням 28 пневматическим приспособлением 37 (фиг, 12),После установки комплекта на стержни 28 млрту 33 о пускают по колонне 34, при этом стержни 28, перемещаемые шатунами 32, сближаются в направлении оси станины 27 и трубообразный комплект 29 принимает форму звездообразной в сечении призмы 35 (на фиг, 9 изображено пунктиром), удерживаемой неизменно на стержнях 28 щетками 3 б. Когда муфта 33 спускается до низа, операция звездообразного плиссирования заканчивается, а сплиссированный комплект вынимают из устройства и помещают в цилиндрический корпус 40 (фиг. 13) для превращения звездообразной призмы в круглую шевронную структуру. Концы призмы располагают вдоль прямолинейных продольных направляющих 41 и приводят в действие поршень 42 для осевого сжимания призмы, в результате чего она получает поперечные складки и в конце хода поршнем 42 формируется в шевронную структуру 44, после чего ее извлекают из приспособления, комплект развертывают и вынимают шевронированные листы, сообщая им круглую форму. Между маточными листами 30 закладывают новые листы 31, возвращают комплекту 29 трубообразную форму и технологический цикл повторяется.Предмет изобретения1. Способ формирования развертывающихся шевронных структур из гибкого листового материала, отличающийся тем, что один или несколько листов шевронируемого материала располагают между двумя .гибкими и прочными маточными листами, предварительно получившим.; форму будущей шевронной структуры, а всему комплекту листов, удерживаемых смежно растяжением за один его конец, сообщают плисси ровку в направлении развертывания маточных листов, обеспечивая м- териалу сжатие поперек плиссированных складок.2. Устройство для осуществления способа по п. 1, отл и ч а ю шее с я тем, что оно выполнено в виде прямолинейного желобка и двух вкладываемых в него маточных листов, образуюших совместно с помещаемыми между ними формируемыми листами комплект, плиссируемой по- перечно вручную волна за волной, а затем сжимаемый надавливанием на концы последовательных складок.3, Видоизменение устройства для осуществления способа по и. 1. о т л и ч а ю щ е е с я тем, что оно выполнено в виде стола, снабженного дьумя параллельными цилиндрами, перемещающими по столу сзади устройства и плиссирующими перед ним полосы подлежащего формированию рулонного материала, зажатого в передвижной вдоль стола прес,- с ножом для разрезания полос на листы требуемой длины, приспособле ния для присоединения вручную к полосам до их разрезания на листы обоих маточных листов для образования подлежащих формировангпо комплектов, помещенном рядом с цилиндрами приемной для складоккоробки с поршнем, предназначенной для приема и сбора поперечной плиссировки комплекта, и коробки шевронирования с распределительными в ней выступами, соответствующими волнам будущей шевронной структуры, имеющей подвижной поршень, оказывающий боковое давление на один из концов поперечных складок комплекта, направленное в сторону стенки, противоположной поршню, открывающейся для выброса шевронного комплекта,4. Видоизменение устройства по п, 1, отл и ч а ю щ ее с я тем, что для формирования круглых шевронных структур оно выполнено в виде станины цилиндрической формы, внутри которой по образующим регулярно распределены подвижные стержни по числу концов будущей круглой шевронной структуры, принимающие трубообразный комплект, состоящий из двух коаксиальных цилиндрических маточных листов, между которыми вставлены один или несколько цилиндрических листов для шевронирования, образующие комплект, при совместном сближении стержней к оси станины соответствующими средствами принимающий форму звездообразной в сечении призмы, удерживаемой неизменно на стержнях щетками, прижимаемыми снаружи, например, пневматическими приспособлениями.5. Устройство по и. 4, отличающееся тем, что оно снабжено расширителем для помещения трубообразного комплекта на стержни станины, заключающим кругообразно расположенные стержни по числу концов будущей шевронной структуры, размещаемые рядом с продольными выпуклыми складками комплекта и радиально отодвигаемые от него после надевания комплекта на стержни станины,б, Устройство по п. 5, отличающееся тем, что оно снабжено приспособлением для превращения звездообразной призмы по выходе ее из устройства в желаемую круглую шевронную структуру, выполненным в виде цилиндрического корпуса, снабженного внутри прямолинейными продольными направляющими по числу концов звездообразной призмы, а также средствами для осевого сжимания призмы в корпусе.
СмотретьЗаявка
664930, 26.04.1960
Люсьен Виктор Гевисс
МПК / Метки
МПК: B31F 1/22
Метки: гибкого, листового, развертывающихся, способа, структур, формирования, шевронных
Опубликовано: 01.01.1960
Код ссылки
<a href="https://patents.su/10-133745-sposob-formirovaniya-razvertyvayushhikhsya-shevronnykh-struktur-iz-gibkogo-listovogo-materiala-i-ustrojjstvo-dlya-osushhestvleniya-sposoba.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования развертывающихся шевронных структур из гибкого листового материала и устройство для осуществления способа</a>
Устройство для крепления конца тяги к исполнительному органу машины

Номер патента: 750131
Опубликовано: 23.07.1980
Авторы: Корнев, Нуриев, Торопов
МПК: F04B 47/02
Метки: исполнительному, конца, крепления, органу, тяги
...поверхностей, взаимодействующих с опорными поверхностямипромежуточного кольца и регулируемымподжимным клином.На чертеже изображено устройство, об 20 щий вид,Устройство включает плунжер 1, внутренняя поверхность которого, со стороныкрепления к нему тяги в виде металлической750131 Формула изобретения ленты 2, снабжена пазом 3 с "онической поверхностью 4. Металлическая лен га 2 имеет сплошной 5 и разлвоеццый о участки В пазу 3 с конической поверхностью плуцжера 1 установлены разъемные подвижные элементы 7 с внутренними зажичнымн поверхностями 8 лля сплошного участка 5 ленты 2 и скользящими внешними коническими поверхностями 9, взаимодействуюними с упомянутой внутренней конической поверхностью 4 паза 3, прочежуточное кольцо 10 с...
Устройство для закрепления концов натягиваемой арматурной проволоки при изготовлении предварительно напряженных железобетонных конструкций

Номер патента: 97626
Опубликовано: 01.01.1954
Автор: Богин
МПК: E04G 21/12
Метки: арматурной, железобетонных, закрепления, изготовлении, конструкций, концов, напряженных, натягиваемой, предварительно, проволоки
....рс;л е.Ого устройства, ПЯ фпг. 2, 3 и 4 - -конструктивное Выполнение у:тройства в трех проекциях; нл ц)иг. 5 в корп сборочной греоенки в двух проекциях; на фиг. 6 - съемно-вставные стержни сборочной гребенки в двух проекциях; на фиг. 7 в корп захвата, вид сбоку.Основным элементом устройства является сборочная гребенка, состоящая из двух частей - корпуса (фиг. 5) и съемио-вставных стержней (фиг. 6). Корпус греоенки состоит из ряда продольных пластин 1 и 2 с отверстиями, через которые пропущены круглые стержни, пред назначенные для огибания их закрепляемыми проволоками 3. Нечетные стержни 4 закреплены в пластинках сваркой и относятся к корпусу греоенки. Четные стержни 5 являОтея съемно-вставными, они соединены щеткой 6 и могут...
Устройство для обработки концов деталей типа стержней

Номер патента: 529008
Опубликовано: 25.09.1976
МПК: B23B 5/08
...губок 38.В начальном положении одна из пар губок 38раходитсяна позиции обработки, т.е, ее ниж-:няя губка 48 поджата упором 39 (см. фяг, 2), фа вторая пара губок 38 находится на позиции,загрузки (устройство для разгрузки и сьемастержней на чертеже не показано),.При вращении вада 31 ролик 45, обкатываясь по профилю фигурного кулака 46, в оп-ффределенный момент времени попадает в утьлубление на этом копирном кулаке. Посколь, ку рычаг 44 жестко свлзан с рычагом 40,который несет на себе упор 39, м последний прн попадании ролика 45 в углубление фна кулаке 46 отходит в сторону и выходитиз зацепления с губкой 48. Тем самым барабан, 37 освобождается,Поскольку усилие, эатормаживаюшее барабан 37 в описанном положении, после об 4хода упора 39...
Устройство для блокировки селективной защиты, выполненной с обменом дискретной информацией между концами защищаемого участка

Номер патента: 555492
Опубликовано: 25.04.1977
МПК: H02H 5/10
Метки: блокировки, выполненной, дискретной, защиты, защищаемого, информацией, концами, между, обменом, селективной, участка
...представлен пример выполнения устройства блокировки .Источник питания 1 с напряжением У, и внутренним сопротивлением Х включен в начале линии связи 2, х которой подключены и полукомплектов зашиты 3. В конце линии связи 2 подключено балластное сопротивление 4 со значением сопротивления Е и . Входное сопротивление Евходов полукомплектов зашиты 3 в нормальномсостоянии характеризуется следующими соотношениями. вхц вх н 1 нИ 1 ф ормула изобретения Полукомплекты зашиты 3 настраиваются так, что разрешение на срабатывание зашиты имеется только в том случае, если16 напряжение на линии связи не выходит за допустимые пределы, т.е. при выполнении неравенства: 20 где ц и 1 ло -соответственно минил с.мин л с мОкемальное и максимально-допустимые...
Устройство для обработки концов резиновых рукавов с металлической оплеткой

Номер патента: 462735
Опубликовано: 05.03.1975
МПК: B29H 7/18
Метки: концов, металлической, оплеткой, резиновых, рукавов
...металлической 30 2 оплетки 5, утолщение 6, лен штифт 7 для байоне втулкой 2, кольцо 8 для стовик 9 для крепления токарного станка,Втулка 2 на одном конце имеет внутреннюю пилообразную винтовую нарезку 10, соответствующую наружному диаметру металлической оплетки 5, наружную резьбу 11 для навинчивания кольца 3, на другом конце байонетные нарезки для соединения, штифтом 7 стержня 1 и окно 12 для выхода отходов.Кольцо 3 имеет внутреннюю резьбу, соответствующую резьбе 11 втулки 2,и конусное отверстие 13 для направления рукава 14 во внутрь втулки и на стержень для зачистки наружного слоя 15 и внутреннего 16.Устройство работает следующим образом, Для зачистки наружного слоя 15 на длину 1 и внутреннего слоя 16 на длину 1, один конец рукава 14...
Предыдущий патент: Челночное устройство, например, к швейной машине класса 100
Следующий патент: Планочное устройство массного ролла
Случайный патент: Способ электрохимической очистки никеля от кобальта